Dao rạch quay hạng nặng để gia công thép cuộn
Lưỡi cắt kim loại
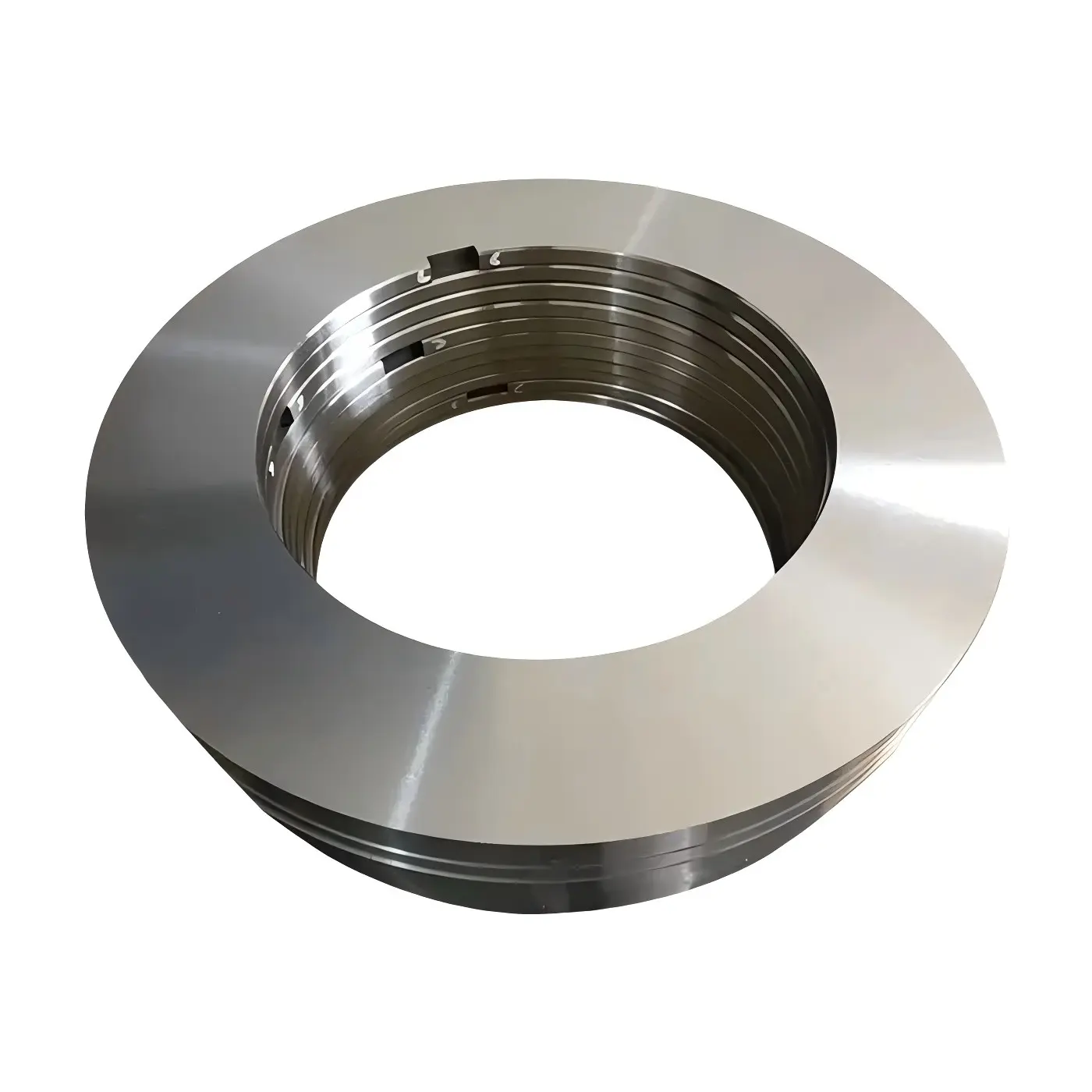
Dụng cụ rạch cuộn dây quay hoàn chỉnh dành cho các trung tâm dịch vụ kim loại và nhà máy thép. Dao xẻ tròn D2, SKD-11 và H13 có độ dày Ra ≤ 0,2μm với dung sai độ dày ±0,001mm. Được thiết kế để cắt không có gờ các loại thép cán nguội (CR), thép cán nóng (HR), cuộn mạ kẽm và thép silicon nặng.
- ■Material: D2, SKD11, Cr12MoV (Cold-Roll) | H13, 6CrW2Si (Hot-Roll)
- ■Application: Cold / Hot Rolled Steel, Silicon Steel, Galvanized Plate
■ Chứng nhận ISO 9001:2015
■ Xử lý nhiệt nội bộ
■ Dung sai kích thước nghiêm ngặt
■ Giao hàng toàn cầu tận cửa
[ Tài liệu kỹ thuật tham khảo ]
Thông số kỹ thuật quyết định
| Material | D2, SKD11, Cr12MoV (Cold-Roll) | H13, 6CrW2Si (Hot-Roll) |
|---|---|
| Hardness | HRC 60–62 (Cold-Roll) | HRC 54–58 (Hot-Roll / Impact) |
| Thickness Tol. | Strictly ±0.001 mm |
| Parallelism | ≤ 0.002 mm |
| Surface Finish | Mirror Lapped (Ra ≤ 0.2 μm) |
| Complete Tooling | Knives, Spacers, Rubber Stripper Rings, Separators |
| Application | Cold / Hot Rolled Steel, Silicon Steel, Galvanized Plate |
■ Tất cả các giá trị được xác minh bằng kiểm tra CMM · ISO 9001:2015
[ Nhắc nhở yêu cầu báo giá ]
Quý công ty cần kích thước cụ thể hay hàng thay thế OEM?
Không tìm thấy thông số chính xác của quý công ty? Hãy gửi cho chúng tôi bản vẽ, mẫu đã mòn, hoặc chỉ cần model máy của quý công ty. Đội ngũ của chúng tôi sẽ xem xét chi tiết và cung cấp báo giá phù hợp.
[ Tài liệu tham khảo tiêu chuẩn ]
Kích thước tiêu chuẩn phổ biến
| Loại máy / dây chuyền điển hình | Đường kính ngoài | Đường kính trong | độ dày |
|---|---|---|---|
| Light Gauge Slitting Line | Ø 200 mm | 120 mm | 10 / 12 mm |
| Standard Steel Service Center | Ø 250 mm | 150 mm | 12 / 15 mm |
| Medium-Heavy CR/HR Line | Ø 315 mm | 200 mm | 15 / 20 mm |
| Heavy Gauge HR Steel Mill | Ø 400 mm | 260 mm | 20 / 25 mm |
| Extreme Heavy Plate Mill | Ø 500 mm | 320 mm | 30 / 40 mm |
[ Khả năng tương thích OEM ]
Các thương hiệu máy tương thích
® Các nhãn hiệu đã đăng ký thuộc quyền sở hữu của chủ sở hữu tương ứng. Sureay cung cấp lưỡi dao thay thế tương thích — không phải phụ tùng mang thương hiệu OEM.
[ Đánh giá kỹ thuật ]
Ưu điểm kỹ thuật
Kỹ thuật dung sai vi mô
Được thiết kế với dung sai độ dày ± 0,001mm và độ song song 0,002mm. Điều này đảm bảo không có lỗi tích lũy khi xếp chồng nhiều lưỡi dao và miếng đệm nặng lên trục máy xén.
Lựa chọn hợp kim hạng nặng
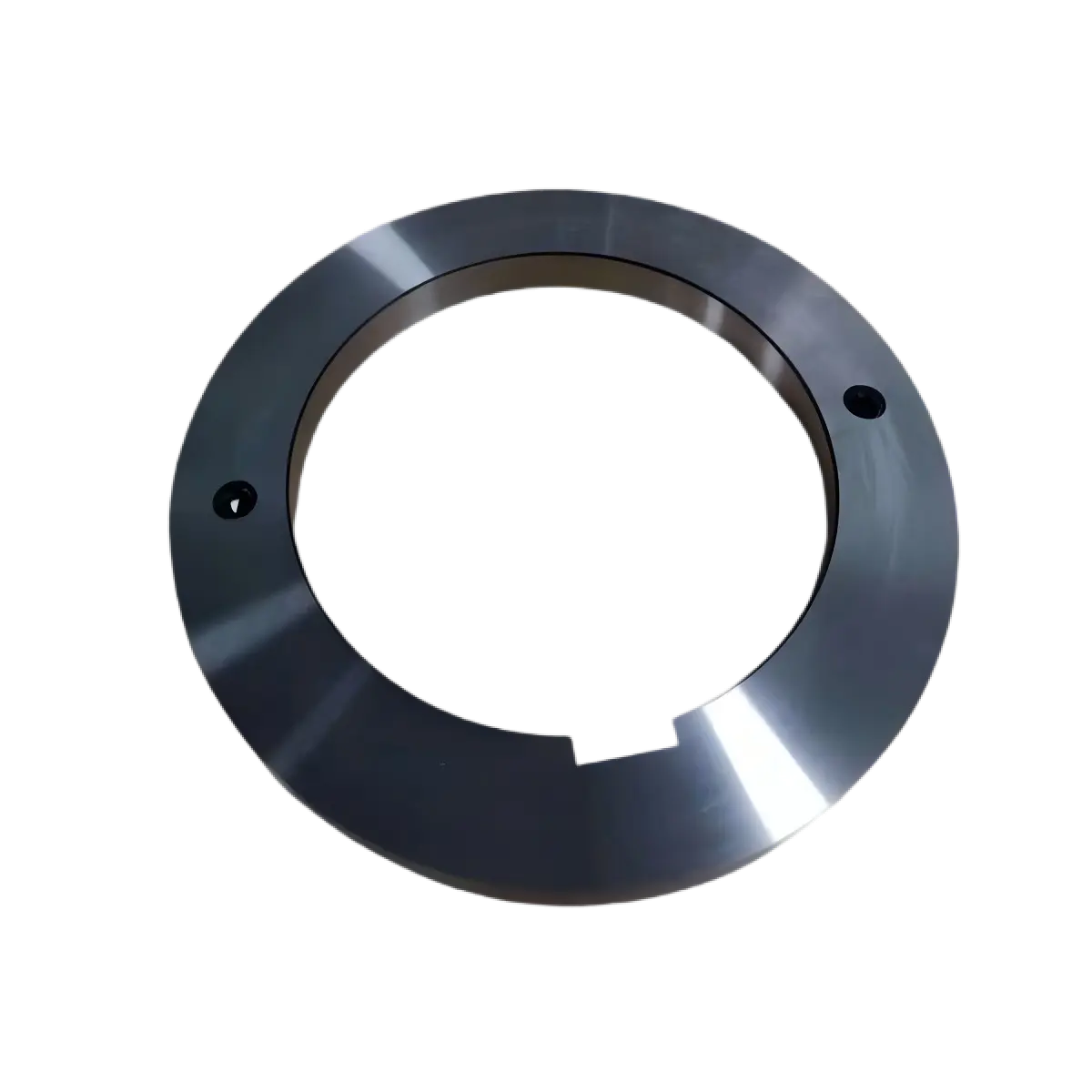
Từ D2/SKD11 hàm lượng crom cao dành cho thép cán nguội và mạ kẽm có tính mài mòn đến H13 chống sốc dành cho máy cán nóng nặng. Mỗi lưỡi dao được làm cứng chân không để mang lại độ bền cạnh đặc biệt.
Công cụ Arbor hoàn chỉnh
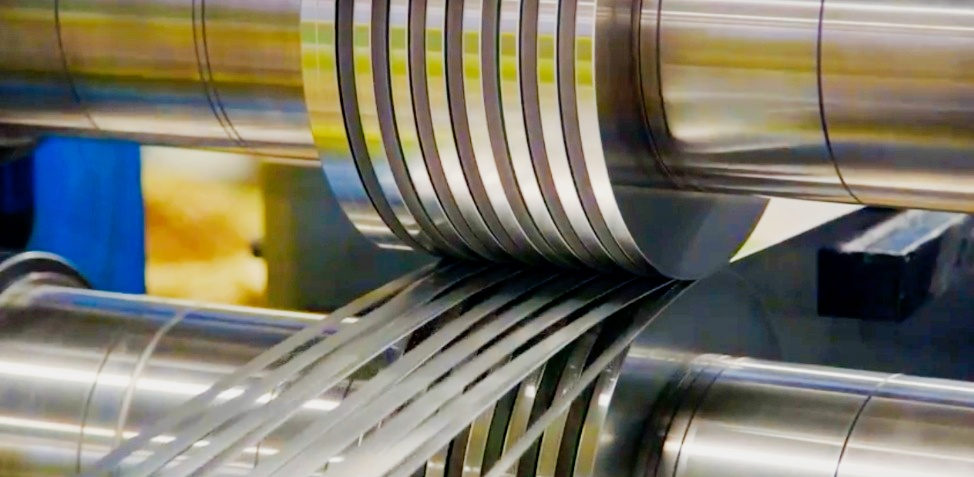
Ngoài lưỡi dao, chúng tôi còn cung cấp các miếng đệm bằng thép phù hợp chính xác, vòng gạt phôi bằng cao su và đĩa tách tay. Một hệ thống tích hợp đầy đủ đảm bảo độ căng dải hoàn hảo và cuộn dây không có gờ.
[ Danh mục hệ thống ]
Danh mục lưỡi dao liên quan
Xem tất cả →

[ Cơ sở kiến thức ]
Câu hỏi thường gặp về sản phẩm & Hướng dẫn mua hàng
Câu hỏi kỹ thuật thường gặp
01Tôi nên đặt khoảng hở dao nào cho thép cán nguội so với thép silicon?+−
Đối với thép nhẹ cán nguội (CR, EG), đặt khoảng hở ngang ở mức 8–10% độ dày vật liệu. Đối với thép silicon (CRGO/CRNO), hãy thắt chặt khe hở đến 5–8% - độ cứng và độ giòn cực cao của thép silicon đòi hỏi khe hở cắt chặt hơn để ngăn chặn hiện tượng nứt cạnh tạo ra các vệt trên dải cán máy biến áp.
02Tại sao chiều rộng khe của tôi trôi qua toàn bộ chiều rộng cuộn dây sau cuộn dây đầu tiên?+−
Độ lệch chiều rộng khe là do sự mất tiếp xúc giữa mặt cánh và miếng đệm do dung sai độ dày khác nhau trong cụm đầu cặp dao. Ngay cả sự không nhất quán về độ dày lưỡi dao 0,002mm trong ngăn xếp 20 con dao cũng tạo ra sự dịch chuyển ngang tích lũy 0,04mm. Các lưỡi dao và miếng đệm của chúng tôi được mài với dung sai độ dày ±0,001mm và độ hoàn thiện bề mặt Ra ≤ 0,2μm, loại bỏ các khe hở không khí cho phép làm lệch từng lưỡi dao.
03Tôi nên sử dụng D2 hay H13 để xẻ tấm thép cán nóng (HR) dày 8mm?+−
Đối với tấm HR 8 mm, bạn phải sử dụng H13 hoặc 6CrW2Si. Việc xẻ thép cán nóng khổ lớn tạo ra lực va đập lớn tại điểm cắn. D2 (ở HRC 60) quá giòn và có thể sẽ bị vỡ hoặc bị sứt mẻ vi mô nghiêm trọng dưới các tải trọng này. H13 (được tôi luyện theo HRC 54–56) mang lại độ bền lõi lớn cần thiết để hấp thụ các lực tác động này một cách đáng tin cậy.
04Lịch trình kiểm tra bảo trì nào giúp tối đa hóa tuổi thọ sử dụng của dao xén tròn?+−
Kiểm tra các mặt dao hàng tuần dưới độ phóng đại 10 lần xem có bị sứt mẻ ở cạnh không (biểu thị độ lệch khe hở hoặc tạp chất cứng). Chồng lại các mặt bên khi độ nhám bề mặt vượt quá Ra 0,4μm để khôi phục lại toàn bộ tiếp xúc của trục. Bảo quản dao đã tháo theo chiều dọc trong dầu chống gỉ để tránh hiện tượng rỗ ăn mòn trong thời gian không sử dụng.
Vì sao chọn Sureay
01Sureay có thể cung cấp gói dụng cụ tích hợp hoàn chỉnh bao gồm miếng đệm và vòng gạt phôi không?+−
Đúng. Chúng tôi cung cấp các hệ thống dụng cụ rạch hoàn chỉnh phù hợp: bộ dao, miếng đệm thép chính xác (nối đất đến ± 0,001mm), vòng gạt cao su liên kết và đĩa tách tay. Việc tìm nguồn cung ứng tất cả các thành phần từ một nhóm dung sai đã được xác minh duy nhất sẽ loại bỏ các lỗi tích lũy xuất hiện khi trộn dụng cụ từ các nhà cung cấp riêng biệt.
02Bạn có sản xuất dao xẻ đường kính lớn cho máy nghiền tấm nặng không?+−
Có, cơ sở mài nặng và xử lý nhiệt của chúng tôi có thể xử lý dao rạch tròn có đường kính ngoài lên tới 1500mm, được thiết kế đặc biệt cho các ứng dụng cắt cạnh máy nghiền tấm và cuộn cán nóng khổ lớn.
Tiếp cận nhóm của chúng tôi
Hãy liên lạc với các kỹ sư của chúng tôi
Liên hệ với nhóm của chúng tôi
Thảo luận trực tiếp yêu cầu của bạn với các kỹ sư của chúng tôi.
Yêu cầu báo giá
Đội ngũ kỹ thuật của chúng tôi sẽ phản hồi trong vòng 24 giờ.