
Đe dao phản công hạng nặng và đe dao dùng cho máy băm gỗ dạng trống và đĩa
Dao phản công & đe
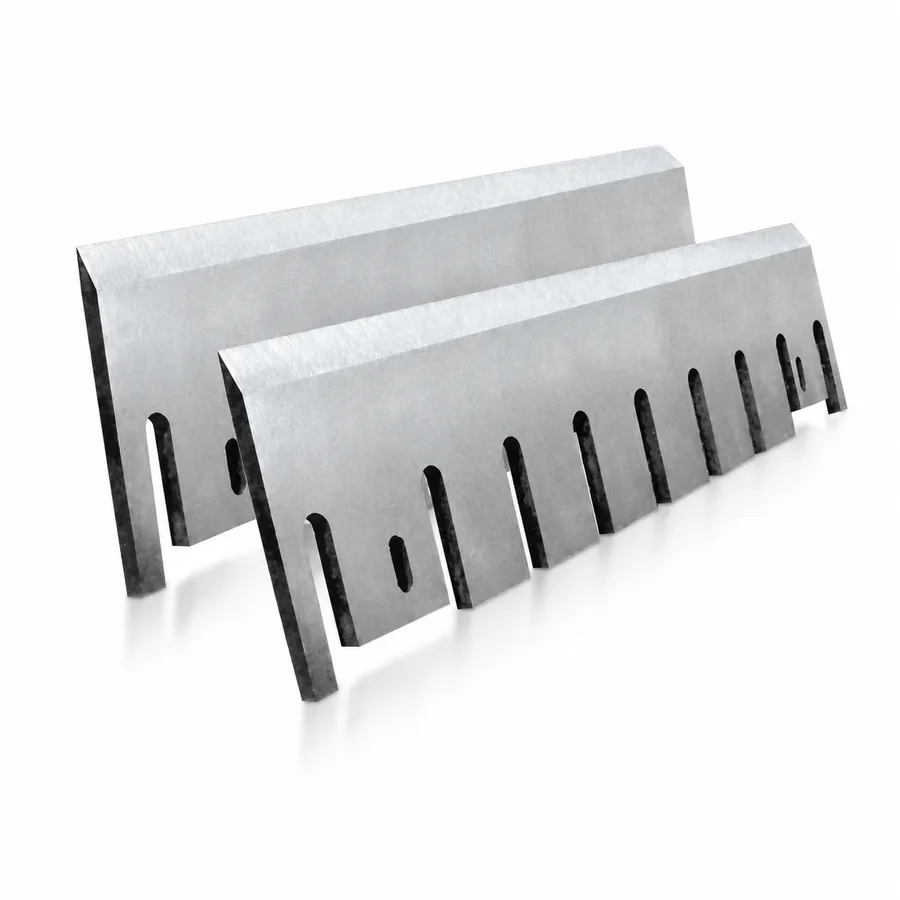
Đe dăm gỗ được mài chính xác (dao phản công / dao giường) bằng thép công cụ cải tiến D2, Cr12MoV và A8. HRC 55–60 được tôi cứng xuyên suốt để có tuổi thọ mài sắc lại tối đa. Đặt khoảng hở giữa lưỡi dao và đe để kiểm soát độ dày phoi và hiệu suất của máy băm. Được nối đất bề mặt với độ song song toàn bộ chiều dài ± 0,05 mm. Các sản phẩm thay thế tương thích OEM dành cho máy băm Bandit, Vermeer, Morbark, Timberwolf, Schliesing, Greenmech, Jensen & Jenz.
- ■Material: D2 (Cr12MoV) | A8 Modified | 42CrMo Manganese Steel
- ■Application: Drum Chippers, Disc Chippers, Biomass Chippers, Landscape Chippers
■ Chứng nhận ISO 9001:2015
■ Xử lý nhiệt nội bộ
■ Dung sai kích thước nghiêm ngặt
■ Giao hàng toàn cầu tận cửa
[ Tài liệu kỹ thuật tham khảo ]
Thông số kỹ thuật quyết định
| Material | D2 (Cr12MoV) | A8 Modified | 42CrMo Manganese Steel |
|---|---|
| Hardness | HRC 54–60 (Through-Hardened, Surface = Core) |
| Parallelism | ±0.05 mm full-length (uniform shear gap) |
| Edge Geometry | Single-bevel 30°–37° (matched to chipper blade angle) |
| Mounting | Slotted holes / shim-adjustable (OEM clearance adjustment) |
| Resharpening | Through-hardened — 5–10 regrind cycles per anvil |
| Application | Drum Chippers, Disc Chippers, Biomass Chippers, Landscape Chippers |

■ Tất cả các giá trị được xác minh bằng kiểm tra CMM · ISO 9001:2015
[ Nhắc nhở yêu cầu báo giá ]
Quý công ty cần kích thước cụ thể hay hàng thay thế OEM?
Không tìm thấy thông số chính xác của quý công ty? Hãy gửi cho chúng tôi bản vẽ, mẫu đã mòn, hoặc chỉ cần model máy của quý công ty. Đội ngũ của chúng tôi sẽ xem xét chi tiết và cung cấp báo giá phù hợp.
[ Tài liệu tham khảo tiêu chuẩn ]
Kích thước tiêu chuẩn phổ biến

| Chipper OEM / Model | Chiều dài (mm) | Chiều rộng (mm) | Độ dày (mm) |
|---|---|---|---|
| Bandit 12" / 15" / Mighty Bandit | 185 | 75 | 10 |
| Bandit 18" / 19" / 1290 / 1590 | 265 | 95 | 12 |
| Vermeer BC1200 / BC1500 | 200 | 80 | 12 |
| Vermeer BC1800 / BC2000 | 260 | 100 | 16 |
| Morbark 2 / 5 / 7 / 12 / 13 | 265 | 95 | 12 |
| Morbark 40/36 / 50/48 | 400 | 100 | 20 |
| Timberwolf 150 / 190 / 230 | 230 | 80 | 16 |
| Schliesing 400 / 500 / 550 / 600 / 660 | 260 | 80 | 20 |
| Greenmech / Jensen / Forst | Per OEM Drawing | Per OEM Drawing | Per OEM Drawing |
[ Khả năng tương thích OEM ]
Các thương hiệu máy tương thích
® Các nhãn hiệu đã đăng ký thuộc quyền sở hữu của chủ sở hữu tương ứng. Sureay cung cấp lưỡi dao thay thế tương thích — không phải phụ tùng mang thương hiệu OEM.
[ Đánh giá kỹ thuật ]
Ưu điểm kỹ thuật
Kiểm soát khoảng cách giải phóng mặt bằng chính xác
Khoảng cách giữa lưỡi dao và đe xác định độ dày phoi, lực cắt và mức tiêu thụ nhiên liệu. Cạnh đe tròn làm tăng khoảng cách này vượt quá tiêu chuẩn kỹ thuật, biến việc cắt sạch thành việc nghiền không hiệu quả. Các đe của chúng tôi được mài bề mặt đến độ song song ±0,05 mm để duy trì khoảng hở được thiết kế trên toàn bộ chiều rộng cắt — khôi phục khớp cắn tự ăn và giảm tải động cơ tới 20%.
Khả năng chống va đập tĩnh
Chiếc đe hấp thụ toàn bộ phản lực của mỗi vết cắt dưới dạng tải trọng tác động tĩnh - hàng triệu cú đánh mỗi ca. Thép biến tính D2 và A8 được tôi cứng hoàn toàn ở HRC 54–60 mang lại sự cân bằng chính xác: đủ cứng để giữ cạnh sắc trước gỗ bị mài mòn, đủ cứng để hấp thụ các tác động lặp đi lặp lại mà không bị nứt vi mô hoặc gãy xương nghiêm trọng.
Bộ Lưỡi + Đe
Lưỡi Chipper và dao phản đòn từ các nhà cung cấp khác nhau thường có độ cứng không khớp - đe cứng hơn sẽ làm mòn lưỡi sớm hơn hoặc đe mềm hơn sẽ xuống cấp nhanh hơn dự kiến. Các bộ phù hợp của chúng tôi được sản xuất từ cùng một lô thép và được xử lý nhiệt trong cùng một chu trình, đảm bảo tốc độ mài mòn cân bằng và tuổi thọ kết hợp tối đa.
[ Danh mục hệ thống ]
Danh mục lưỡi dao liên quan
Xem tất cả →

[ Cơ sở kiến thức ]
Câu hỏi thường gặp về sản phẩm & Hướng dẫn mua hàng
Câu hỏi kỹ thuật thường gặp
01Bao lâu thì tôi nên thay thế hoặc mài lại đe so với lưỡi máy băm?+−
Đe thường bền hơn lưỡi máy băm từ 2–4× vì nó hoạt động dưới tải trọng nén tĩnh thay vì tải trọng cắt động trên lưỡi dao. Tuy nhiên, chúng tôi khuyên bạn nên kiểm tra cạnh đe mỗi khi thay đổi hoặc lật lưỡi dao băm. Khi cạnh đe có độ tròn có thể nhìn thấy vượt quá 1,0 mm (kiểm tra bằng thước thẳng dưới ánh sáng mạnh), hãy mài lại hoặc thay thế nó. Việc lắp đặt các lưỡi dao băm mới trên đe đã mòn chỉ mang lại 50–70% tuổi thọ lưỡi dao tiềm năng của chúng và tạo ra chất lượng phoi kém bất kể độ sắc bén của lưỡi dao.
02Tôi nên đặt khoảng hở nào giữa lưỡi máy băm và đe?+−
Khoảng trống thay đổi tùy theo loại máy băm và loài gỗ. Đối với máy băm dạng trống xử lý gỗ mềm xanh: 0,5–1,0 mm. Đối với máy băm dạng trống trên gỗ cứng khô: 0,8–1,5 mm. Đối với máy băm đĩa: 1,0–2,0 mm. Luôn tham khảo sổ tay hướng dẫn OEM chipper của bạn để biết thông số kỹ thuật chính xác. Khoảng cách phải được đo tại nhiều điểm trên toàn bộ chiều rộng đe bằng thước đo cảm biến. Nếu khe hở thay đổi lớn hơn 0,3 mm từ đầu này đến đầu kia thì độ song song của mặt đe đã bị suy giảm và đe cần được mài lại hoặc thay thế.
03Tôi có nên sử dụng cùng loại thép cho đe như lưỡi máy băm không?+−
Không nhất thiết - đe và lưỡi dao có các chế độ mài mòn khác nhau và do đó có cách luyện kim tối ưu khác nhau. Lưỡi dao chịu tải cắt động ở tốc độ cao và được hưởng lợi từ độ cứng cạnh tối đa (HRC 58–62). Chiếc đe chịu tác động nén tĩnh và được hưởng lợi từ độ cứng thấp hơn một chút (HRC 54–58) mang lại khả năng hấp thụ tác động lớn hơn. A8 được sửa đổi ở HRC 54–58 là loại đe tiêu chuẩn công nghiệp vì lý do này. Tuy nhiên, đối với các hoạt động sinh khối khối lượng lớn trên gỗ cứng sạch, nên nâng cấp cả lưỡi và đe lên D2 ở HRC 58–60.
04Điều gì khiến máy băm ngừng tự ăn ngay cả với lưỡi dao sắc bén?+−
Nếu máy băm ngừng kéo gỗ vào buồng cắt dù đã có lưỡi mới mài hoặc mới thì đe gần như chắc chắn đã bị mòn. Cạnh đe tròn làm tăng khe hở hiệu quả, nghĩa là lưỡi dao không còn có thể cắn vào gỗ với độ sâu đủ để tạo ra lực kéo. Gỗ nảy lên trên bề mặt lưỡi dao thay vì bị túm và kéo vào trong. Kiểm tra và mài lại hoặc thay thế đe, sau đó đặt lại khe hở theo thông số kỹ thuật OEM.
05Tôi có thể mài đe bằng các dụng cụ tương tự mà tôi sử dụng cho lưỡi máy băm không?+−
Có - cùng một máy mài bề mặt ướt và bánh xe oxit nhôm (46–60 grit) được sử dụng cho lưỡi máy băm hoạt động cho đe. Các quy tắc tương tự cũng được áp dụng: ánh sáng đi qua (0,02–0,05 mm mỗi lần), không bao giờ mài khô mà không làm nguội và kiểm tra góc vát bằng thước đo góc sau khi mài. Góc vát của đe phải phù hợp với thông số kỹ thuật của máy băm OEM (thường là 30°–37°). Một số người vận hành bỏ qua đe trong quá trình mài lại vì nó có vẻ ít bị mòn hơn lưỡi dao - đây là một cách tiết kiệm sai lầm làm rút ngắn tuổi thọ của lưỡi dao và làm giảm chất lượng chip.
06Tại sao máy băm của tôi tạo ra những sợi dài, xơ thay vì phoi sạch?+−
Các mảnh sợi dài — đôi khi được gọi là 'spaghetti' hoặc 'sợi dây' — cho thấy khoảng cách giữa lưỡi dao và đe quá rộng. Gỗ đang bị xé và kéo ra chứ không được cắt sạch. Điều này xảy ra khi cạnh đe bị tròn hoặc khi đe được đệm không đúng cách sau khi thay lưỡi dao. Đặt lại khe hở về thông số kỹ thuật OEM bằng thước đo cảm biến. Nếu cạnh đe không thể mài lại thành cạnh thẳng, sạch sẽ (do sứt mẻ hoặc vết nứt sâu), hãy thay đe.
Vì sao chọn Sureay
01Bạn là công ty thương mại hay nhà sản xuất trực tiếp?+−
Chúng tôi là nhà sản xuất OEM trực tiếp 100% được thành lập vào năm 2008. Khi mua từ Sureay, bạn bỏ qua các yêu cầu đánh giá của người trung gian và giao tiếp trực tiếp với các kỹ sư rèn và mài lưỡi dao và đe của bạn.
02Bạn có thể cung cấp bộ lưỡi + đe phù hợp cho mẫu máy băm cụ thể của tôi không?+−
Đúng. Chúng tôi thực sự khuyên bạn nên mua lưỡi dao và đe theo bộ phù hợp - được sản xuất từ cùng một lô thép và được xử lý nhiệt trong cùng một chu trình lò chân không. Điều này đảm bảo độ cứng cân bằng và tốc độ mài mòn trên cả hai thành phần. Cung cấp số kiểu máy và nhãn hiệu máy băm của bạn và chúng tôi sẽ cung cấp một bộ hoàn chỉnh phù hợp với các đề xuất giải phóng mặt bằng đã được xác minh trước. Các bộ phù hợp có sẵn cho các nền tảng Bandit, Vermeer, Morbark, Timberwolf, Schliesing, Greenmech, Jensen, Jenz, Eschlböck và Forst.
03Bạn có thể sản xuất một cái đe cho máy băm của tôi nếu nó không được liệt kê trong kích thước tiêu chuẩn của bạn không?+−
Đúng. Gửi cho chúng tôi cái đe hiện có của bạn, bản vẽ kỹ thuật hoặc số hiệu và mẫu máy băm của bạn. Chúng tôi thiết kế ngược các đe thay thế từ bản vẽ OEM hoặc mẫu vật lý, xác minh sự phù hợp trên CMM trước khi sản xuất. Chiều dài tùy chỉnh lên tới 600 mm được sản xuất trong vòng 10–15 ngày làm việc.
04Bạn có vận chuyển toàn cầu không và mất bao lâu?+−
Có, chúng tôi xuất khẩu sang hơn 50 quốc gia. Đe thay thế OEM tiêu chuẩn ở kích thước có sẵn thường được giao hàng trong vòng 48–72 giờ. Thứ nguyên tùy chỉnh mất 10–15 ngày làm việc. Chúng tôi hợp tác trực tiếp với DHL, FedEx và các công ty giao nhận vận tải đường biển quốc tế để giao hàng tận nơi đáng tin cậy.
05Tài liệu chất lượng nào đi kèm với mỗi chiếc đe?+−
Mỗi lô hàng đều bao gồm báo cáo kiểm tra độ cứng Rockwell HRC, hồ sơ kiểm tra kích thước (chiều dài, chiều rộng, độ dày song song, vị trí lỗ lắp) và chứng chỉ lô xử lý nhiệt. Đối với bộ lưỡi dao + đe phù hợp, báo cáo kiểm tra kết hợp ghi lại độ cứng của cả hai bộ phận để xác minh chênh lệch độ cứng được thiết kế.
Tiếp cận nhóm của chúng tôi
Hãy liên lạc với các kỹ sư của chúng tôi
Liên hệ với nhóm của chúng tôi
Thảo luận trực tiếp yêu cầu của bạn với các kỹ sư của chúng tôi.
Yêu cầu báo giá
Đội ngũ kỹ thuật của chúng tôi sẽ phản hồi trong vòng 24 giờ.