Astilladoras de madera
Cuchillas para astilladoras de tambor y disco de alta resistencia fabricadas con acero D2, Cr12MoV y TCT con punta de carburo.
Astilladoras de madera Configurations
4 variants, click any card for the full spec sheet
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableAstilladoras de madera
Cuchillas para astilladoras de tambor y disco de alta resistencia para biomasa, silvicultura y reciclaje de madera
Cuchillas para astilladoras de tambor y disco de D2, Cr12MoV y TCT de primera calidad para el procesamiento de biomasa, operaciones forestales y reciclaje de madera. Endurecidas HRC 57-62 con tratamiento criogénico profundo. Rectificado de precisión con una tolerancia de espesor de ±0,05 mm para una geometría de viruta limpia y uniforme. Ajuste OEM directo para astilladoras Bandit, Vermeer, Morbark, Peterson, Doppstadt y Jenz.
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableAstilladoras de madera
Cuchillas de astilladora de tambor de acero HSS y D2 para silvicultura pesada, biomasa y reciclaje de madera
Cuchillas para astilladoras de tambor de servicio pesado en acero rápido M2, D2 (SKD11) y acero para herramientas Cr12MoV para silvicultura industrial, procesamiento de biomasa de árboles enteros y reciclaje de madera de demolición. Endurecidas al vacío HRC 58-62 con tratamiento criogénico profundo. Rectificado superficial de precisión con un paralelismo de ±0,05 mm de espesor. Ajuste OEM para Vermeer, Morbark, Doppstadt, Jenz & Bruks Siwertell.
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableAstilladoras de madera
Cuchillas reversibles de doble filo para astilladoras de madera | T10 - 9CrSi - Cr12MoV | Paisajismo y silvicultura
Cuchillas reversibles de doble filo para astilladoras de madera en T10, 9CrSi y Cr12MoV. HRC 55-60, bisel de precisión 25°-30°. Gírelas cuando estén desafiladas: duplican la vida útil antes de volver a afilarlas. longitudes de 200-350 mm, patrones de tornillos de 2/4/6 agujeros. Ajuste OEM para Bandit, Vermeer, Patriot, Wallenstein y Timberwolf. Recubrimiento antisap opcional de teflón.
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableContracuchillos y yunques
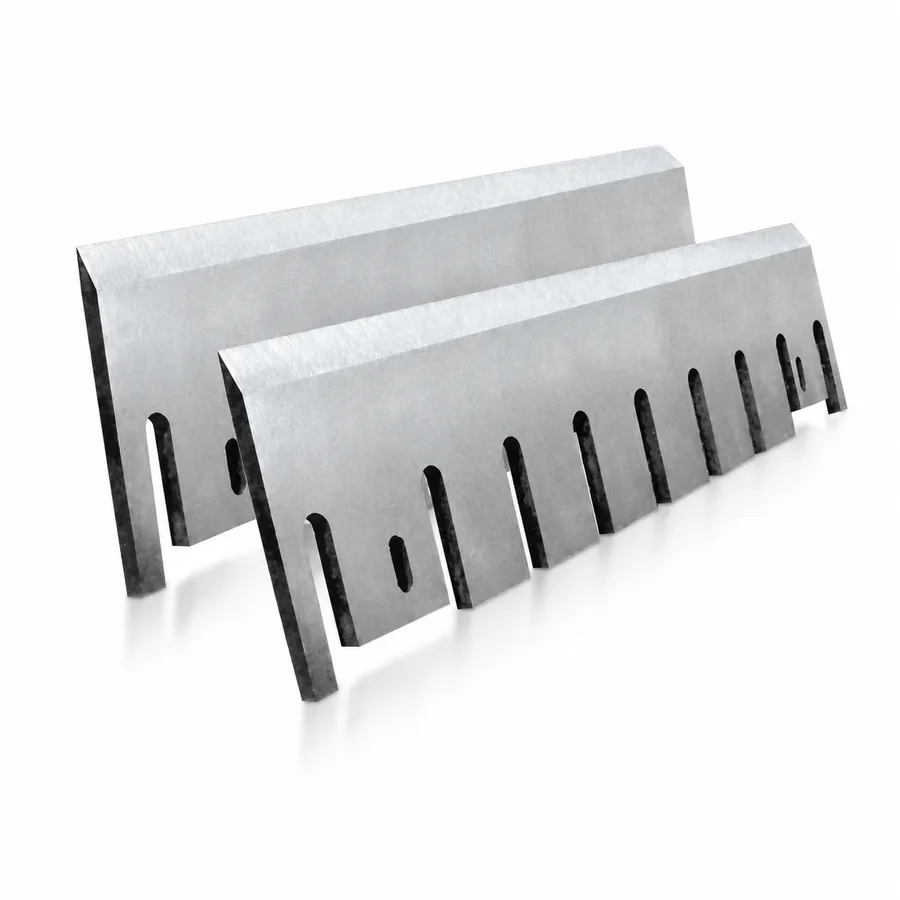
Contracuchillas y yunques de cuchillas de alta resistencia para astilladoras de tambor y de disco
Yunques para astilladoras de madera (contracuchillas/cuchillas de bancada) afilados con precisión en acero para herramientas D2, Cr12MoV y A8 modificado. Endurecido HRC 55-60 para una máxima vida de reafilado. Establece la separación entre la hoja y el yunque que controla el espesor de la viruta y la eficacia de la astilladora. Rectificado en superficie con un paralelismo de ±0,05 mm en toda su longitud. Recambios compatibles OEM para astilladoras Bandit, Vermeer, Morbark, Timberwolf, Schliesing, Greenmech, Jensen y Jenz.
Key Specifications
- Materiales
- Acero Alto Carbono - D2/Cr12MoV - TCT Carbide-Tipped
- Dureza
- HRC 55-58 (estándar) - HRC 58-62 (D2) - HRA 89-91 (TCT)
- Tolerancia de grosor
- ±0,05 mm
- Aplicaciones
- Astilladoras de tambor - Astilladoras de disco - Astilladoras de biomasa de árboles enteros
- Compatibilidad OEM
- Bandit - Vermeer - Morbark - Peterson - Doppstadt - Jenz
- Regrindable
- Sí - 8-12 ciclos (endurecido)
Engineering Detail
- METALURGIA
Endurecido en toda su masa para maximizar la vida útil de la rectificación
A diferencia de las alternativas cementadas que dejan al descubierto un núcleo blando tras el primer reafilado, las cuchillas para astilladoras Sureay se someten a un tratamiento térmico al vacío para conseguir una dureza uniforme (HRC 57-62) desde la superficie hasta el núcleo. Cada reafilado ofrece un rendimiento de filo idéntico al de una cuchilla nueva, lo que permite entre 8 y 12 ciclos de servicio productivos por cuchilla.
- DURABILIDAD
Resistencia a clavos y contaminantes
La madera de demolición contaminada, los palés reciclados y los residuos verdes urbanos contienen clavos, tornillos y piedras ocultos. Nuestro tratamiento criogénico profundo (-196 °C) estabiliza la microestructura martensítica, proporcionando la dureza del núcleo necesaria para absorber los impactos de los golpes metálicos sin que se produzcan fracturas frágiles en los bordes ni grietas en las hojas.
- CALIDAD DE LA SALIDA
Bisel de precisión para un tamaño de viruta uniforme
Las centrales eléctricas de biomasa y las fábricas de pasta de papel penalizan las distribuciones de tamaño de virutas fuera de especificación. Todas las cuchillas están rectificadas con un grosor de ±0,05 mm y un ángulo de bisel de ±0,5°, lo que garantiza una geometría de virutas uniforme en toda la anchura del tambor o disco que cumple las normas EN 17225 y TAPPI T257.
- Bandit Industries
- Vermeer
- Morbark
- Peterson Pacific
- Doppstadt
- Jenz
- CBI
- Precision Husky
- Bruks Siwertell
- Bandit
- Patriot
- Wallenstein
- Timberwolf
- Linddana
- Schliesing
- Junkkari
- Greenmech
- Jensen
- Eschlböck
- Forst
[ Knowledge Base ]
Product FAQs & Buying Guidance
Technical FAQs
01¿Qué material de cuchilla debo utilizar para astillar madera verde limpia frente a madera de demolición contaminada?+−
Para madera verde limpia (silvicultura, arboricultura, desbroce), el acero estándar para cuchillas de astilladoras de alto contenido en carbono con HRC 55-58 proporciona una excelente duración del filo al menor coste por ciclo de reafilado. Para madera de demolición contaminada, palets reciclados o residuos verdes urbanos con clavos, tornillos y piedras incrustados, mejore a Cr12MoV o D2 a HRC 58-60. La matriz de carburo de cromo proporciona una vida útil del filo entre 2 y 3 veces mayor en madera seca abrasiva, al tiempo que mantiene la dureza suficiente para sobrevivir a impactos metálicos moderados. Para arroyos muy contaminados (traviesas de ferrocarril, escombros de C&D), especifique cuchillas con punta de carburo TCT que proporcionan una vida útil de 5 a 10 veces mayor que las D2.
02¿Cómo afecta la tolerancia del grosor de las cuchillas a la calidad de las virutas y a la vibración del tambor?+−
El grosor de las cuchillas controla directamente la profundidad de las virutas e influye en el equilibrio del tambor. Si el grosor de las cuchillas varía en más de 0,10 mm en un tambor de varias cuchillas, las cuchillas más gruesas cortan a mayor profundidad y producen astillas de tamaño excesivo, mientras que las cuchillas más finas producen astillas de tamaño insuficiente; ambas condiciones no cumplen las especificaciones de cribado de combustible de biomasa (EN 17225-4). Además, la masa desigual de las cuchillas crea un desequilibrio dinámico a las RPM de funcionamiento (1.000-2.500 RPM), causando vibraciones destructivas que aceleran el fallo de los cojinetes y fatigan la carcasa del tambor. Nuestra tolerancia de espesor de ±0,05 mm elimina ambos problemas.
03¿Qué ángulo de bisel debo especificar para el astillado de madera dura frente al de madera blanda?+−
Para madera blanda y madera verde con alto contenido de humedad (pino, abeto, álamo), especifique un ángulo de bisel de 25°-30°. El ángulo incluido más agudo corta la madera blanda y fibrosa con una fuerza de corte mínima y produce caras de virutas limpias con poco desgarro de fibras. Para madera dura seca (roble, nogal americano, eucalipto), aumente a 30°-37° para reforzar el filo de corte contra la mayor densidad y carga de impacto. Para biomasa contaminada y astillado de árboles enteros con contaminación de tierra y piedras, especifique 35°-42° - el bisel más ancho distribuye las fuerzas de impacto a través de una cara de corte más amplia, evitando el vuelco del filo.
04¿Cuántas veces se pueden reafilar las cuchillas de la astilladora Sureay y cuál es el procedimiento correcto de reafilado?+−
Nuestras cuchillas de astilladora endurecidas pueden reafilarse entre 8 y 12 veces antes de alcanzar un grosor mínimo seguro (normalmente un 60-70% del grosor original). Rectifique en una amoladora de superficie húmeda utilizando una muela de óxido de aluminio (grano 46-60) a 0,02-0,05 mm de profundidad por pasada para evitar daños térmicos en el filo tratado térmicamente. Nunca afile en seco las cuchillas astilladoras - el sobrecalentamiento localizado por encima de 200°C extrae el temple y ablanda el filo. Después del afilado, verifique el ángulo del bisel con un comparador óptico o un transportador digital. También ofrecemos un servicio profesional de reafilado con verificación de la dureza.
05¿Qué causa el vuelco prematuro de los bordes de las cuchillas de mi astilladora y cómo puedo evitarlo?+−
El vuelco del filo (el filo de corte se dobla en lugar de astillarse o desgastarse gradualmente) indica que la dureza de la hoja es demasiado baja para la materia prima, o que el ángulo del bisel es demasiado agudo para la carga de impacto. En las cuchillas estándar de acero al carbono que procesan madera dura seca, el filo carece de suficiente refuerzo de carburo para resistir la deformación plástica. Cambie a D2 o Cr12MoV a HRC 58-62 y aumente el ángulo de biselado entre 3º y 5º. Compruebe también la holgura de la contracuchilla: una holgura excesiva (> 1,5 mm) obliga a la cuchilla a fracturar la madera por flexión en lugar de por cizallamiento, lo que aumenta drásticamente la carga sobre el filo.
06¿Debo sustituir la contracuchilla (yunque) cuando instale cuchillas astilladoras nuevas?+−
La contracuchilla debe inspeccionarse cada vez que se cambien las cuchillas de la astilladora. Una contracuchilla desgastada con el filo redondeado o astillado obliga a las cuchillas nuevas a trabajar contra un espacio de corte inconsistente, reduciendo su vida útil efectiva en un 30-50% y produciendo una mala calidad de las astillas. Sustituya o rectifique la contracuchilla cuando el filo de corte muestre un redondeo visible superior a 1,0 mm o un astillado superior a 0,5 mm. Suministramos contracuchillas emparejadas fabricadas en acero D2 o acero al manganeso como juegos integrados con holgura preverificada.
07¿Qué distribución del tamaño de las astillas debería tener como objetivo la producción de combustible de biomasa frente al suministro de las fábricas de celulosa?+−
Las centrales eléctricas de biomasa suelen exigir astillas de entre 3 y 50 mm (EN 17225-4 Clase P31s o P45s) con menos del 5% de finos (< 3 mm) y menos del 1% de sobredimensionados (> 63 mm). Las fábricas de pasta de papel exigen especificaciones más estrictas según TAPPI T257: normalmente un 80% de aceptación en el rango de 7-25 mm con límites estrictos en virutas de espiga y piezas sobredimensionadas. Para cumplir estas especificaciones se requiere un grosor constante de la cuchilla (±0,05 mm), un ángulo de bisel correcto, una holgura adecuada de la contracuchilla (0,5-1,0 mm) y una velocidad uniforme del tambor. Podemos recomendarle la geometría de cuchilla óptima para sus especificaciones.
Why Choose Sureay
01¿Es usted una empresa comercial o un fabricante directo?+−
Somos un fabricante OEM 100% directo establecido en 2008. Cuando compras en Sureay, evitas los márgenes de intermediarios y te comunicas directamente con los ingenieros que forjan y afilan tus cuchillas.
02¿Pueden suministrar cuchillas para mi modelo específico de astilladora si no figura en sus dimensiones estándar?+−
Sí, envíenos una muestra de su cuchilla actual, un dibujo técnico o la marca y el número de modelo de su astilladora. Confirmaremos la longitud, la anchura, el grosor, el ángulo de biselado y el patrón de orificios para pernos, y fabricaremos repuestos directos exactos. Mantenemos una amplia base de datos de planos de cuchillas de astilladoras OEM para plataformas Bandit, Vermeer, Morbark, Peterson, Doppstadt, Jenz y CBI. Las dimensiones personalizadas se fabrican según plano en un plazo de 10-15 días laborables.
03¿Qué diferencia al tratamiento térmico de Sureay de otras alternativas más baratas?+−
A diferencia de los procesos estándar de templado y revenido, todas las cuchillas astilladoras Sureay se someten a un endurecimiento en vacío seguido de un tratamiento criogénico profundo a -196°C. El paso criogénico transforma la austenita retenida en martensita estable, mejorando la resistencia al desgaste hasta en un 40% y garantizando una dureza uniforme desde la superficie hasta el núcleo. Esto significa que cada reafilado expone acero de idéntica calidad - las cuchillas baratas suelen exponer un núcleo más blando tras el primer reafilado, reduciendo a la mitad la vida útil del filo en los siguientes ciclos de afilado.
04¿Hacen envíos a todo el mundo y cuánto tardan?+−
Sí, exportamos a más de 50 países. Las cuchillas astilladoras de repuesto OEM estándar en tamaños de stock suelen enviarse en 48-72 horas. Los perfiles personalizados y las cuchillas con punta de carburo TCT tardan entre 10 y 15 días laborables. Nos asociamos directamente con DHL, FedEx y transportistas marítimos internacionales para una entrega fiable puerta a puerta.
05¿Qué certificaciones de calidad posee Sureay y puede facilitar informes de ensayos de materiales?+−
Sureay cuenta con la certificación ISO 9001:2015. Cada envío incluye un informe de ensayo de dureza Rockwell HRC, un registro de inspección dimensional (espesor, ángulo de bisel, posiciones de los orificios de los pernos) y un certificado de lote tratamiento térmico. Para operaciones de biomasa de gran volumen que requieran una trazabilidad completa, se pueden solicitar certificados de composición de la acería e informes dimensionales de la MMC.
06¿Podemos probar un juego de muestra antes de comprometernos a un pedido de producción completo?+−
Sí. Ofrecemos juegos de muestras (normalmente de 2 a 4 cuchillas) para la verificación del ajuste de la máquina y la comparación de la vida útil del filo con su proveedor actual. El plazo de entrega estándar de las muestras es de 5-7 días laborables. Para las cuchillas con punta de metal duro, el plazo de entrega es de 10-12 días laborables.
Contacte con nuestro equipo
Póngase en contacto con nuestros ingenieros
Contacte con nuestro equipo
Comente sus necesidades directamente con nuestros ingenieros.
Solicitar presupuesto
Nuestro equipo de ingenieros responde en 24 horas.