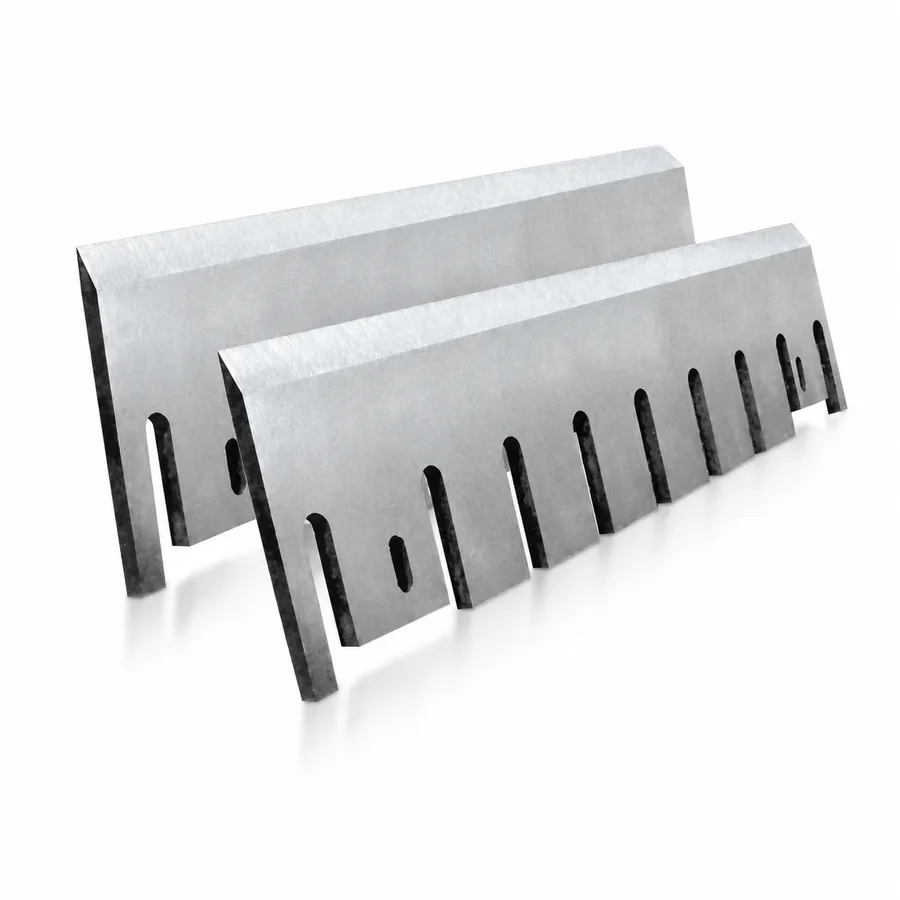
Lưỡi Chipper Gỗ
Dao băm trống và đĩa hạng nặng được sản xuất từ thép có đầu cacbua D2, Cr12MoV và TCT.
Lưỡi Chipper Gỗ Configurations
4 variants, click any card for the full spec sheet
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableLưỡi Chipper Gỗ
Dao băm trống & đĩa hạng nặng để tái chế sinh khối, lâm nghiệp và gỗ
Dao băm dạng trống và dạng đĩa D2, Cr12MoV & TCT cao cấp để xử lý sinh khối, hoạt động lâm nghiệp & tái chế gỗ. HRC 57–62 được làm cứng hoàn toàn bằng xử lý đông lạnh sâu. Được mài chính xác đến dung sai độ dày ± 0,05 mm để có hình dạng chip đồng nhất, sạch sẽ. OEM phù hợp cho máy băm Bandit, Vermeer, Morbark, Peterson, Doppstadt & Jenz.
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableLưỡi Chipper Gỗ
Dao Chipper Trống Thép Dụng cụ HSS & D2 dùng cho Lâm nghiệp nặng, Sinh khối & Tái chế Gỗ
Dao băm dạng trống hạng nặng bằng thép công cụ M2 HSS, D2 (SKD11) và Cr12MoV dành cho lâm nghiệp công nghiệp, xử lý sinh khối nguyên cây và tái chế gỗ phá dỡ. HRC 58–62 được làm cứng chân không bằng xử lý đông lạnh sâu. Bề mặt được mài chính xác đến độ song song có độ dày ± 0,05mm. OEM phù hợp cho Vermeer, Morbark, Doppstadt, Jenz & Bruks Siwertell.
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableLưỡi Chipper Gỗ
Dao Chipper Gỗ Hai Cạnh Có Thể Đảo Ngược | T10 · 9CrSi · Cr12MoV | Cảnh quan & Lâm nghiệp
Dao băm gỗ hai lưỡi có thể đảo ngược loại T10, 9CrSi & Cr12MoV. HRC 55–60, góc xiên 25°–30° được mài chính xác. Lật khi bị cùn — tăng gấp đôi tuổi thọ lắp đặt trước khi mài lại. Chiều dài 200–350 mm, mẫu bu lông 2/4/6 lỗ. OEM phù hợp cho Bandit, Vermeer, Patriot, Wallenstein & Timberwolf. Lớp phủ chống nhựa cây Teflon tùy chọn.
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableDao phản công & đe
Đe dao phản công hạng nặng và đe dao dùng cho máy băm gỗ dạng trống và đĩa
Đe dăm gỗ được mài chính xác (dao phản công / dao giường) bằng thép công cụ cải tiến D2, Cr12MoV và A8. HRC 55–60 được tôi cứng xuyên suốt để có tuổi thọ mài sắc lại tối đa. Đặt khoảng hở giữa lưỡi dao và đe để kiểm soát độ dày phoi và hiệu suất của máy băm. Được nối đất bề mặt với độ song song toàn bộ chiều dài ± 0,05 mm. Các sản phẩm thay thế tương thích OEM dành cho máy băm Bandit, Vermeer, Morbark, Timberwolf, Schliesing, Greenmech, Jensen & Jenz.
Key Specifications
- Nguyên vật liệu
- Thép cacbon cao · D2/Cr12MoV · TCT có đầu cacbua
- độ cứng
- HRC 55–58 (tiêu chuẩn) · HRC 58–62 (D2) · HRA 89–91 (TCT)
- Dung sai độ dày
- ±0,05 mm
- Ứng dụng
- Máy băm trống · Máy băm đĩa · Máy băm nguyên cây sinh khối
- Khả năng tương thích OEM
- Tên cướp · Vermeer · Morbark · Peterson · Doppstadt · Jenz
- Có thể nghiền lại
- Có - 8–12 chu kỳ (làm cứng hoàn toàn)
Engineering Detail
- Luyện kim
Được làm cứng hoàn toàn để có tuổi thọ xay lại tối đa
Không giống như các giải pháp thay thế được làm cứng bằng vỏ để lộ ra lõi mềm sau lần mài lại đầu tiên, lưỡi máy băm Sureay được xử lý nhiệt chân không để đạt được độ cứng đồng đều (HRC 57–62) từ bề mặt đến lõi. Mỗi lần mài lại mang lại hiệu suất lưỡi giống hệt nhau cho một lưỡi dao mới, mang lại 8–12 chu kỳ dịch vụ hiệu quả cho mỗi lưỡi dao.
- ĐỘ BỀN
Chống đinh & chất gây ô nhiễm
Gỗ phá hủy bị ô nhiễm, pallet tái chế và rác thải xanh đô thị có chứa đinh, ốc vít và đá ẩn. Phương pháp xử lý đông lạnh sâu của chúng tôi (−196°C) giúp ổn định cấu trúc vi mô martensitic, mang lại độ bền lõi cần thiết để hấp thụ các tác động va đập của kim loại mà không bị gãy cạnh giòn hoặc nứt lưỡi.
- CHẤT LƯỢNG ĐẦU RA
Góc xiên chính xác cho kích thước chip đồng nhất
Các nhà máy điện sinh khối và nhà máy bột giấy xử phạt việc phân phối kích thước chip không đúng thông số kỹ thuật. Mỗi lưỡi dao đều được mài bề mặt với độ dày ±0,05 mm và góc vát ±0,5°, đảm bảo hình dạng chip nhất quán trên toàn bộ trống hoặc chiều rộng đĩa đáp ứng các tiêu chuẩn EN 17225 và TAPPI T257.
- Bandit Industries
- Vermeer
- Morbark
- Peterson Pacific
- Doppstadt
- Jenz
- CBI
- Precision Husky
- Bruks Siwertell
- Bandit
- Patriot
- Wallenstein
- Timberwolf
- Linddana
- Schliesing
- Junkkari
- Greenmech
- Jensen
- Eschlböck
- Forst
[ Knowledge Base ]
Product FAQs & Buying Guidance
Technical FAQs
01Tôi nên sử dụng vật liệu lưỡi dao nào để băm gỗ sạch và gỗ bị ô nhiễm?+−
Đối với gỗ xanh sạch (lâm nghiệp, dịch vụ chăm sóc cây xanh, khai hoang đất), thép dùng cho máy băm có hàm lượng carbon cao tiêu chuẩn ở HRC 55–58 mang lại tuổi thọ lưỡi dao tuyệt vời với chi phí trên mỗi chu kỳ mài lại thấp nhất. Đối với gỗ phá hủy bị ô nhiễm, pallet tái chế hoặc rác thải xanh đô thị có đinh, ốc vít và đá cắm vào, hãy nâng cấp lên Cr12MoV hoặc D2 ở HRC 58–60. Ma trận crom-cacbua mang lại tuổi thọ cạnh cao hơn 2–3× trên gỗ khô bị mài mòn trong khi vẫn duy trì đủ độ dẻo dai để chịu được các tác động kim loại vừa phải. Đối với các dòng chảy bị ô nhiễm nặng (đường ray, mảnh vụn C&D), hãy chỉ định các lưỡi có đầu bằng cacbua TCT mang lại tuổi thọ sử dụng lâu hơn 5–10× so với D2.
02Dung sai độ dày lưỡi dao ảnh hưởng như thế nào đến chất lượng chip và độ rung của trống?+−
Độ dày lưỡi cắt trực tiếp kiểm soát độ sâu phoi và ảnh hưởng đến sự cân bằng của trống. Nếu độ dày lưỡi cắt thay đổi hơn 0,10 mm trên một trống nhiều lưỡi, thì lưỡi dày hơn cắt sâu hơn và tạo ra phoi quá khổ trong khi lưỡi mỏng hơn tạo ra phoi có kích thước nhỏ hơn — cả hai điều kiện đều không đạt thông số kỹ thuật sàng lọc nhiên liệu sinh khối (EN 17225-4). Ngoài ra, khối lượng lưỡi dao không đồng đều tạo ra sự mất cân bằng động khi vận hành RPM (1.000–2.500 vòng/phút), gây ra rung động phá hủy làm tăng tốc độ hỏng ổ trục và làm mỏi vỏ trống. Dung sai độ dày ±0,05 mm của chúng tôi sẽ loại bỏ cả hai vấn đề.
03Tôi nên chỉ định góc vát nào cho việc đẽo gỗ cứng và gỗ mềm?+−
Đối với gỗ mềm và gỗ xanh có độ ẩm cao (thông, vân sam, bạch dương), chỉ định góc vát 25°–30°. Các vết cắt góc sắc nét hơn bao gồm các lát cắt xuyên qua gỗ mềm, nhiều sợi với lực cắt tối thiểu và tạo ra các mặt phoi sạch ít bị rách xơ. Đối với gỗ cứng khô (sồi, hickory, bạch đàn), tăng lên 30°–37° để tăng cường lưỡi cắt trước mật độ và tải trọng va đập cao hơn. Đối với sinh khối bị ô nhiễm và toàn bộ cây bị sứt mẻ có lẫn đất và đá, hãy chỉ định 35°–42° — góc xiên rộng hơn sẽ phân bổ lực tác động trên một mặt cắt rộng hơn, ngăn ngừa hiện tượng cuộn cạnh.
04Lưỡi dao băm Sureay có thể được mài lại bao nhiêu lần và quy trình mài lại chính xác là gì?+−
Lưỡi máy băm đã được tôi cứng hoàn toàn của chúng tôi có thể được mài lại 8–12 lần trước khi đạt độ dày an toàn tối thiểu (thường bằng 60–70% độ dày ban đầu). Nghiền lại trên máy mài bề mặt ướt sử dụng bánh xe oxit nhôm (46–60 grit) ở độ sâu 0,02–0,05 mm mỗi lần chạy để tránh hư hỏng do nhiệt đối với cạnh được xử lý nhiệt. Không bao giờ mài khô dao băm - nhiệt độ quá nóng cục bộ trên 200°C sẽ làm giảm nhiệt độ và làm mềm lưỡi dao. Sau khi mài, kiểm tra góc vát bằng bộ so sánh quang học hoặc thước đo góc kỹ thuật số. Chúng tôi cũng cung cấp dịch vụ mài lại chuyên nghiệp với việc xác minh lại độ cứng.
05Điều gì gây ra hiện tượng cuộn lưỡi sớm trên lưỡi máy băm của tôi và làm cách nào để ngăn chặn điều đó?+−
Cuộn qua cạnh (lưỡi cắt gấp lại thay vì sứt mẻ hoặc mòn dần) cho thấy độ cứng của lưỡi cắt quá thấp đối với nguyên liệu thô hoặc góc vát quá nhọn đối với tải trọng va đập. Trên các lưỡi dao bằng thép carbon tiêu chuẩn xử lý gỗ cứng khô, cạnh không được gia cố bằng cacbua đủ để chống biến dạng dẻo. Nâng cấp lên D2 hoặc Cr12MoV ở HRC 58–62 và tăng góc xiên thêm 3°–5°. Đồng thời kiểm tra độ hở của dao phản lực: độ hở quá mức (> 1,5 mm) buộc lưỡi dao làm gãy gỗ bằng cách uốn cong thay vì cắt, làm tăng đáng kể tải trọng ở cạnh.
06Tôi có nên thay dao cố định (đe) khi lắp lưỡi dao băm mới không?+−
Cần kiểm tra dao cố định mỗi lần thay đổi lưỡi dao băm. Một con dao phản công bị mòn có cạnh tròn hoặc sứt mẻ buộc các lưỡi dao mới phải hoạt động dựa trên khe hở cắt không nhất quán, làm giảm tuổi thọ sử dụng hiệu quả của chúng xuống 30–50% và tạo ra chất lượng phoi kém. Thay thế hoặc mài lại dao cố định khi lưỡi cắt có vết tròn vượt quá 1,0 mm hoặc sứt mẻ sâu hơn 0,5 mm. Chúng tôi cung cấp các loại dao phản công phù hợp được sản xuất từ thép D2 hoặc thép mangan dưới dạng bộ tích hợp có khoảng hở đã được xác minh trước.
07Tôi nên nhắm mục tiêu phân bổ kích thước chip nào để sản xuất nhiên liệu sinh khối so với nguồn cung của nhà máy bột giấy?+−
Các nhà máy điện sinh khối thường yêu cầu phoi có đường kính trong vòng 3–50 mm (EN 17225-4 Loại P31 hoặc P45) với độ mịn dưới 5% (< 3 mm) và tỷ lệ quá khổ dưới 1% (> 63 mm). Các nhà máy bột giấy yêu cầu các thông số kỹ thuật chặt chẽ hơn theo TAPPI T257: thường chấp nhận 80% trong phạm vi 7–25 mm với các giới hạn nghiêm ngặt đối với phoi ghim và các mảnh quá dày. Để đạt được các thông số kỹ thuật này đòi hỏi độ dày lưỡi dao nhất quán (± 0,05 mm), góc vát chính xác, khoảng hở dao phản diện thích hợp (0,5–1,0 mm) và tốc độ trống đồng đều. Chúng tôi có thể đề xuất hình dạng lưỡi cắt tối ưu cho đặc điểm kỹ thuật mục tiêu của bạn.
Why Choose Sureay
01Bạn là công ty thương mại hay nhà sản xuất trực tiếp?+−
Chúng tôi là nhà sản xuất OEM trực tiếp 100% được thành lập vào năm 2008. Khi mua từ Sureay, bạn bỏ qua việc đánh giá của người trung gian và giao tiếp trực tiếp với các kỹ sư rèn và mài lưỡi dao của bạn.
02Bạn có thể cung cấp lưỡi dao cho mẫu máy băm cụ thể của tôi nếu nó không được liệt kê trong kích thước tiêu chuẩn của bạn không?+−
Đúng. Gửi cho chúng tôi mẫu lưỡi cắt hiện có của bạn, bản vẽ kỹ thuật hoặc số kiểu máy và nhãn hiệu máy băm của bạn. Chúng tôi sẽ xác nhận chiều dài, chiều rộng, độ dày, góc xiên và kiểu lỗ bu lông, đồng thời sản xuất các vật thay thế có thể tháo lắp chính xác. Chúng tôi duy trì một cơ sở dữ liệu phong phú về các bản thiết kế lưỡi chipper OEM cho các nền tảng Bandit, Vermeer, Morbark, Peterson, Doppstadt, Jenz và CBI. Kích thước tùy chỉnh được sản xuất theo bản vẽ trong vòng 10–15 ngày làm việc.
03Điều gì khiến xử lý nhiệt của Sureay khác biệt so với các lựa chọn thay thế rẻ hơn?+−
Không giống như các quy trình tôi và tôi tiêu chuẩn, mỗi lưỡi máy băm Sureay đều trải qua quá trình đông cứng chân không, sau đó là xử lý đông lạnh sâu ở −196°C. Bước đông lạnh biến austenite còn lại thành martensite ổn định, cải thiện khả năng chống mài mòn lên đến 40% và đảm bảo độ cứng đồng đều từ bề mặt đến lõi. Điều này có nghĩa là mỗi lần mài lại sẽ tạo ra thép có chất lượng giống nhau - các lưỡi dao rẻ tiền thường có lõi mềm hơn sau lần mài lại đầu tiên, làm giảm một nửa tuổi thọ của lưỡi dao trong các chu kỳ mài tiếp theo.
04Bạn có vận chuyển toàn cầu không và mất bao lâu?+−
Có, chúng tôi xuất khẩu sang hơn 50 quốc gia. Lưỡi dao băm thay thế OEM tiêu chuẩn có kích thước sẵn có thường được giao hàng trong vòng 48–72 giờ. Cấu hình tùy chỉnh và lưỡi cắt bằng cacbua TCT mất 10–15 ngày làm việc. Chúng tôi hợp tác trực tiếp với DHL, FedEx và các công ty giao nhận vận tải đường biển quốc tế để giao hàng tận nơi đáng tin cậy.
05Sureay có những chứng chỉ chất lượng nào và bạn có thể cung cấp báo cáo thử nghiệm vật liệu không?+−
Sureay được chứng nhận ISO 9001:2015. Mỗi lô hàng đều bao gồm báo cáo kiểm tra độ cứng Rockwell HRC, hồ sơ kiểm tra kích thước (độ dày, góc xiên, vị trí lỗ bu lông) và chứng chỉ lô xử lý nhiệt. Đối với các hoạt động sinh khối khối lượng lớn yêu cầu truy xuất nguồn gốc đầy đủ, giấy chứng nhận thành phần nhà máy thép và báo cáo kích thước CMM được cung cấp theo yêu cầu.
06Chúng tôi có thể dùng thử một bộ mẫu trước khi thực hiện đơn đặt hàng sản xuất đầy đủ không?+−
Đúng. Chúng tôi cung cấp các bộ mẫu (thường là 2–4 lưỡi) để xác minh độ vừa khít của máy và so sánh điểm chuẩn tuổi thọ lưỡi cắt với nhà cung cấp hiện tại của bạn. Thời gian lấy mẫu tiêu chuẩn là 5–7 ngày làm việc. Đối với lưỡi có đầu bằng cacbua TCT, thời gian lấy mẫu là 10–12 ngày làm việc.
Tiếp cận nhóm của chúng tôi
Hãy liên lạc với các kỹ sư của chúng tôi
Liên hệ với nhóm của chúng tôi
Thảo luận trực tiếp yêu cầu của bạn với các kỹ sư của chúng tôi.
Yêu cầu báo giá
Đội ngũ kỹ thuật của chúng tôi sẽ phản hồi trong vòng 24 giờ.