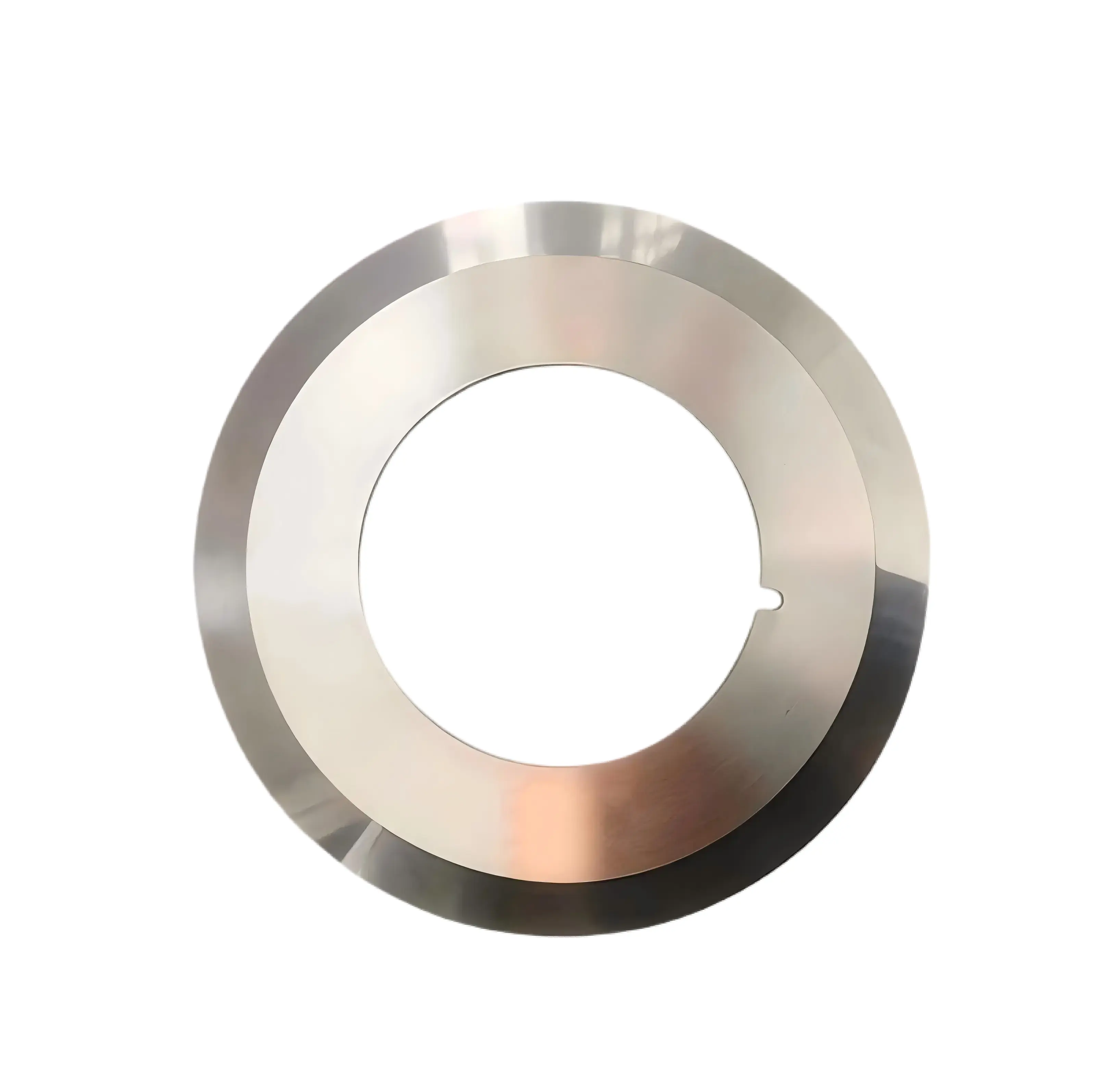
سكاكين القطع والشفرات الدائرية
تم تصميم سكاكين القطع الدوارة للقص والقطع باستخدام شفرات الحلاقة عبر أفلام التغليف المرنة والورق والأقمشة غير المنسوجة والرقائق المعدنية.
احصل على عرض أسعارسكاكين المشقق التكوينات
تم تصميم سكاكين القطع الدوارة للقص والقطع باستخدام شفرات الحلاقة عبر أفلام التغليف المرنة والورق والأقمشة غير المنسوجة والرقائق المعدنية.
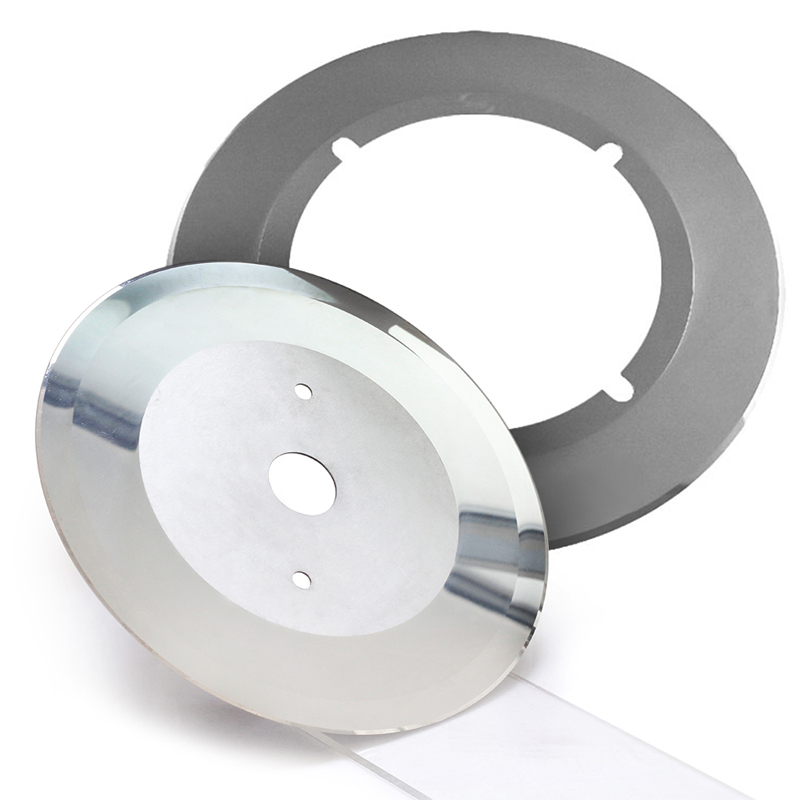
 Film & Converting
Film & Convertingسكاكين تقطيع الأفلام والأشرطة
52100 / D2 / M2 HSS / ASP23 PM / Solid Carbide
50–200 mm (custom OD available)
يُصنع حسب الطلب · متوافق مع OEM
 Paper & Tissue
Paper & Tissueسكاكين تقطيع الورق
D2 Tool Steel, M2 HSS, 52100 Bearing Steel
HRC 58–64 (grade dependent)
يُصنع حسب الطلب · متوافق مع OEM
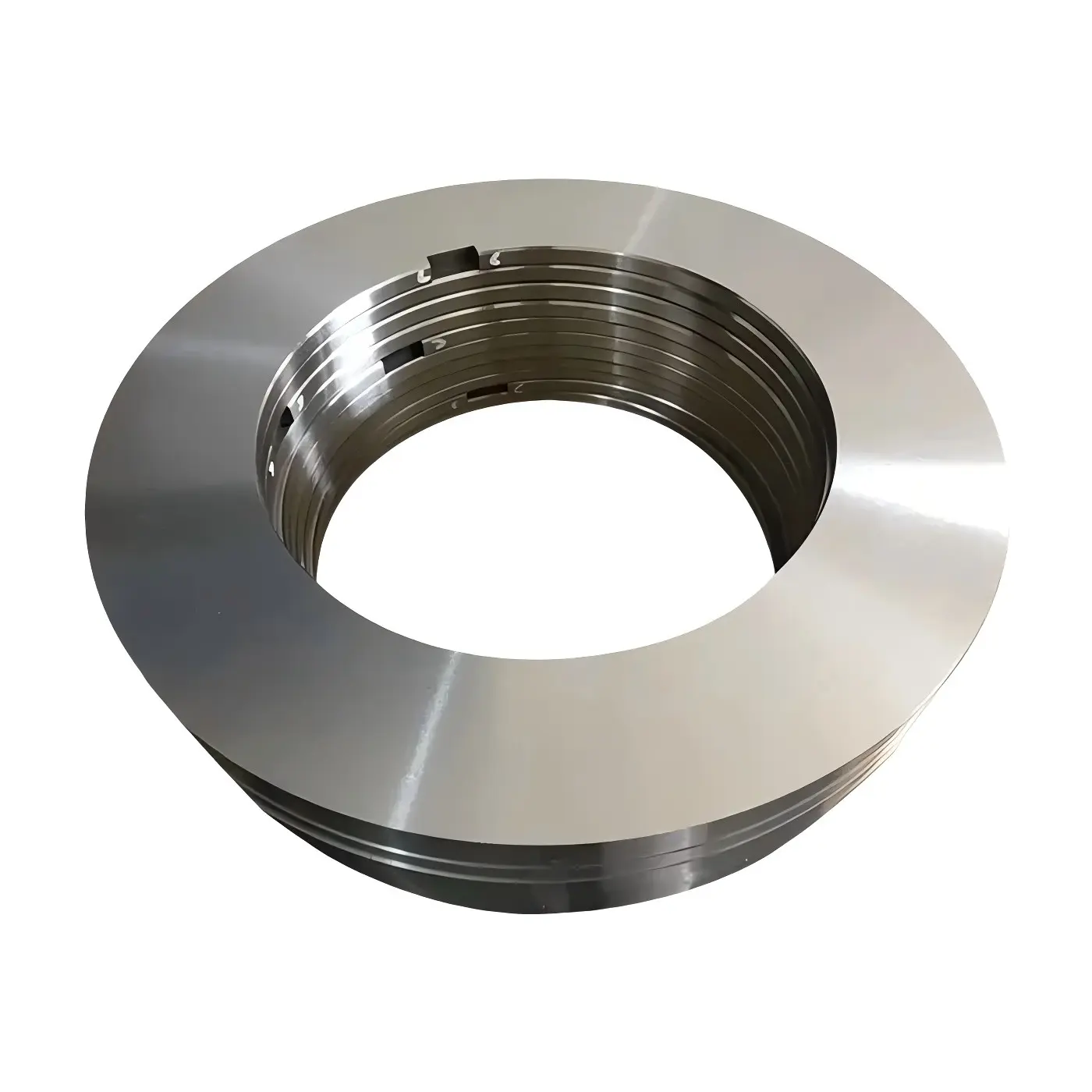
 Metal Processing
Metal Processingلفائف وقطاع الشقوق
ASP23, ASP52 (PM Steel), Solid Tungsten Carbide, D2/D3
Strictly ±0.001 mm
يُصنع حسب الطلب · متوافق مع OEM
 Metal Processing
Metal Processingسكاكين قطع اللفائف المعدنية
D2, SKD11, Cr12MoV (Cold-Roll) | H13, 6CrW2Si (Hot-Roll)
Strictly ±0.001 mm
يُصنع حسب الطلب · متوافق مع OEM
 New Energy
New Energyسكاكين قطع البطارية
Ultra-fine WC-Co Tungsten Carbide, Cermet (on request)
Mirror polish Ra ≤ 0.05μm — zero-notch edge
يُصنع حسب الطلب · متوافق مع OEM
 Paper & Tissue
Paper & Tissueشفرات المشقق المموجة
Tungsten Carbide WC-Co K05 / K10 / K20 (grade by board type)
1.0 mm – 1.2 mm (Ensures high-speed rigidity)
يُصنع حسب الطلب · متوافق مع OEM


المواصفات الرئيسية
- التسامح سمك
- ± 0.002 مم
- T.I.R. نفد
- .00.02 ملم
- مواد
- M2 HSS · D2 · ASP23 PM · كربيد
- الطلاءات
- تين · DLC · تفلون
- أوضاع القطع
- القص · النتيجة · الحلاقة
- التطبيقات
- فيلم · ورق · منسوجات · رقائق معدنية
التفاصيل الهندسية
- علم المعادن
فولاذ الأدوات الخاص بالتطبيقات
المواد المطابقة لموقع الويب الخاص بك. 52100 فولاذ كربوني لبطانات أفلام التغليف القياسية والركائز المطلية؛ M2 HSS للأفلام البلاستيكية الكاشطة؛ ASP23 PM أو كربيد صلب لبطانات الإطلاق المغلفة بالسيليكا والشرائح المقواة بالألياف الزجاجية. كل درجة مخزنة وجاهزة للتسليم السريع لتصنيع المعدات الأصلية.
- الاحتفاظ بالحافة
طلاءات PVD مضادة للالتصاق
تقلل طبقات TiN وDLC من التصاق السطح بنسبة تصل إلى 80%، مما يمنع تراكم المواد اللاصقة على وجوه الشفرات أثناء شريط PSA وقطع الصفائح اللاصقة. يعني الاحتكاك المنخفض تشغيلًا أكثر برودة، وعمرًا أطول للحافة، وتوقفات أقل للتنظيف في كل نوبة عمل.
- قدرة العملية
هندسة الحافة الأمثل
تم تصميم الملامح ذات الحواف المفردة والمشطوفة المزدوجة والحافة الحادة لأزواج القص وقطع السندان السحق/القطع وتقليم ماكينة الحلاقة. تم تصميمه وفقًا لسرعة خطك وشد الويب - حدد طريقة القطع والركيزة وسنقوم بمطابقة الشكل الهندسي.
- Tidland®
- Mario Cotta®
- Dusenbery®
- Kampf®
- Atlas®
- Goebel®
- BHS®
- Agnati®
- Atlas Converting®
- Parkinson®
- Laem System®
- Euromac®
- Goebel IMS®
- Fabio Perini®
- Körber®
- Sundwig®
- GOEBEL IMS®
- Fagor Arrasate®
- Camu®
- Heinrich Georg®
- Kohler®
- Yuri Roll®
- Hohsen®
- Red Bud Industries®
- Braner®
- Salico®
- Athader®
- Kaido®
- Koem®
- Hirano Tecseed®
- CKD®
- Manz®
- Targray®
- FOSBER®
- Marquip®
- Martin / Bobst®
- TCY®
- Isowa®
- Parkinson Spencer Rees®
- ACCO Brands®
- Erhardt+Leimer®
جميع الأسماء التجارية والعلامات التجارية هي ملك لأصحابها المعنيين وتُستخدم لغرض الإشارة إلى توافق الآلات فقط. سيوراي ليست تابعة لهذه الشركات المصنّعة ولا معتمدة من قبلها.
[ قاعدة المعرفة ]
الأسئلة الشائعة حول المنتج وإرشادات الشراء
الأسئلة الفنية الشائعة
01ما هو تفاوت السُمك الذي يجب أن أحدده للشفرات الموجودة على مجموعة متعددة السكاكين؟+−
بالنسبة لقص القص للأغشية والرقائق المرنة، حدد ±0.002 مم تحمل السماكة و20.02 مم T.I.R. نفد. هناك خطأ قدره 0.005 مم لكل شفرة مركبة عبر مجموعة مكونة من 12 سكينًا، مما يؤدي إلى انحراف واضح في عرض الشق وارتفاع في توتر الويب. نحن نطحن كل شفرة وفقًا لهذه التفاوتات ونتحقق من CMM قبل الإرسال.
02ما هي "نسبة السرعة الزائدة" لسكاكين القص العلوية/السفلية وما سبب أهميتها؟+−
نسبة السرعة الزائدة هي فرق سرعة الدوران المتعمد بين شجرة السكين العلوية وشجرة السندان السفلية - يتم ضبطها عادةً بنسبة 2-5% فوق سرعة الويب. يخلق هذا التفاضل حركة قص دقيقة عند نقطة القطع، مما ينتج حافة أنظف ويقلل من تراكم الحرارة مقابل القطع العرضي البحت. عند نسب السرعة الزائدة العالية، تتحسن جودة القطع ولكن تآكل الحواف يتسارع؛ عند الصفر التفاضلي، تعمل الشفرة بشكل أشبه بقاطع السحق. يحدد صانع القطع الأصلي الخاص بك نسبة السرعة الزائدة المصممة؛ نحن نوفر أزواجًا متطابقة محسنة لهذا الإعداد.
03كيف يمكنني منع انتقال الفيلم اللاصق وتراكمه على وجوه شفرات القطع؟+−
يؤدي تراكم المواد اللاصقة على وجوه الشفرات إلى زيادة الاحتكاك، ورفع درجة حرارة الشبكة، والتسبب في تلوث نقل المواد. نحن نقدم طلاءات TiN (نيتريد التيتانيوم) وDLC (الكربون الشبيه بالماس) PVD التي تقلل من التصاق السطح بنسبة تصل إلى 80%، مما يزيد من فترات التشغيل النظيف على الأشرطة الحساسة للضغط وتطبيقات قطع الصفائح اللاصقة.
04متى يجب أن أقوم بالترقية من D2 إلى فولاذ معالجة المساحيق (PM) لقطع الأفلام المرنة؟+−
يوصى باستخدام الفولاذ PM (ASP23، ASP52) عند قص الركائز المرنة شديدة الكشط مثل أفلام التغليف المقواة بالألياف الزجاجية، أو بطانات الإطلاق المغطاة بالسيليكا، أو أفلام الحاجز المملوءة بالسيراميك. تتجاوز هذه المواد سقف التآكل D2 خلال عملية إنتاج واحدة بسبب جزيئات الحشو المعدنية الصلبة. توفر درجات PM توزيعًا موحدًا للكربيد وعمرًا أطول للحافة بنسبة 50-80% على ركائز مرنة عالية الكشط.
05ما هو الطلاء السطحي الأفضل لقص الأشرطة اللاصقة الحساسة للضغط بسرعة عالية؟+−
يعد طلاء PVD (الكربون الشبيه بالألماس) DLC هو المواصفات الأعلى لشريط الرغوة المزدوج الطلاء وقطع لاصق النقل. فهو يقلل من زاوية التلامس على وجه الشفرة بمقدار 35 درجة تقريبًا مقابل D2 غير المطلي، مما يحافظ على الانزلاق المستمر خلال 8-12 ساعة من الإنتاج دون توقف التنظيف. يعتبر TiN فعالاً بالنسبة لشريط التقنيع أحادي الوجه ومخزون الملصقات اللاصقة الخفيفة بتكلفة طلاء أقل.
06هل تستطيع شركة Sureay توريد أزواج السكاكين العلوية والسفلية المتطابقة والتي تم التحقق من خلوص القص المحدد؟+−
نعم. يتم تزويد أزواج القص المتطابقة - الشفرة العلوية المقعرة والشفرة السفلية المحززة على شكل سندان - بخلوص من السكين إلى السكين تم التحقق منه مسبقًا وفقًا لمواصفات الركيزة الخاصة بك. نقوم بتسجيل OD، وID، والسمك، وتخليص القص المصمم لكل زوج متطابق على ورقة بيانات هندسية تأتي مع الأدوات، مما يسمح لمشغلي الخطوط بتكرار إعداد التخليص في كل عملية إعادة تثبيت.
07ما هي هندسة حافة الشفرة الموصى بها لتقطيع الأقمشة غير المنسوجة المنصهرة دون اهتراء الألياف؟+−
بالنسبة للأقمشة غير المنسوجة المصهورة والمغزولة (8-80 جرام في المتر المربع)، حدد زاوية جرف موجبة (15 درجة -20 درجة) مع تشطيب سطح Ra ≥0.4μm. تقص هذه الهندسة من خلال بنية الألياف السائبة بشكل نظيف دون إزاحة الألياف الجانبية التي تسبب تآكل الحواف. بالنسبة للنفخ الذائب خفيف الوزن جدًا (<15 جرامًا في المتر المربع)، تمنع الطبقة الاختيارية ESD (التفريغ الكهروستاتيكي) جذب الألياف المستحثة بالكهرباء الساكنة إلى وجه الشفرة.
لماذا تختارون سيوراي
01هل أنت شركة تجارية أو منتج مباشر؟+−
نحن مصنعون مباشرون بنسبة 100% لتصنيع المعدات الأصلية تم تأسيسهم في عام 2008. عندما تشتري من Sureay، فإنك تتجاوز علامات الوسطاء وتتواصل مباشرة مع المهندسين الذين يقومون بصياغة وطحن شفراتك.
02ما الذي يجعل المعالجة الحرارية لـ Sureay مختلفة عن البدائل الأرخص؟+−
على عكس التبريد القياسي، تخضع كل شفرة Sureay لمعالجة تبريدية عميقة بعد تصلبها بالشفط. يؤدي هذا إلى تحويل الأوستينيت المحتفظ به إلى مارتنسيت، مما يعزز مقاومة التآكل بنسبة تصل إلى 40% ويضمن صلابة موحدة عبر حافة القطع بأكملها.
03هل تقومون بالشحن عالميًا وكم يستغرق ذلك من الوقت؟+−
نعم، نحن نصدر إلى أكثر من 50 دولة. عادةً ما يتم شحن الشفرات البديلة القياسية من OEM خلال 48 ساعة. تستغرق الملفات الشخصية المخصصة من 10 إلى 15 يوم عمل. نحن نتشارك مباشرة مع DHL وFedEx ووكلاء الشحن البحري الدوليين من أجل توصيل موثوق من الباب إلى الباب.
04ما هي شهادات الجودة التي تحملها Sureay، وهل يمكنك تقديم تقارير اختبار المواد؟+−
حصلت شركة Sureay على شهادة ISO 9001:2015. تشتمل كل شحنة على تقرير اختبار صلابة Rockwell HRC، وسجل فحص الأبعاد، وشهادة دفعة المعالجة الحرارية. للحصول على تأهيل OEM، تتوفر تقارير أبعاد CMM الكاملة وشهادات مصانع الصلب عند الطلب.
05هل يمكننا تجربة مجموعة العينات قبل الالتزام بطلب الإنتاج الكامل؟+−
نعم. نحن نقدم مجموعات عينات (عادةً 2-5 شفرات) للتحقق من ملاءمة الماكينة واختبار عمر الحافة. المهلة القياسية للعينة هي 5-7 أيام عمل. بالنسبة لملفات التعريف المخصصة، يتم إنتاج عينات تسجيل الأبعاد قبل بدء الإنتاج الكامل - ولا يوجد التزام بالأدوات حتى يتم تأكيد الملاءمة.
الوصول إلى فريقنا
تواصل مع مهندسينا
تواصل مع فريقنا
ناقش متطلباتك مباشرة مع مهندسينا.
طلب عرض أسعار
يستجيب فريقنا الهندسي خلال 24 ساعة.