
Couteaux circulaires de refendage M2 HSS pour les tissus non tissés Spunbond, Meltblown et SMS
Couteaux à fendre
Couteaux circulaires M2 HSS et D2 pour les tissus non tissés PP, meltblown, SMS et SMMS. La géométrie spéciale de l'angle de coupe empêche l'effilochage des fibres et la formation de mèches sur les matériaux à structure lâche. Utilisés dans les lignes de découpe pour l'hygiène, le médical, la filtration et les géotextiles.
- ■Material: M2 HSS (standard) / D2 (heavy nonwoven) / 52100 (hydroentangled)
- ■Application: Spunbond PP, Meltblown, SMS/SMMS, Hydroentangled, Geotextile
■ Certifié ISO 9001:2015
■ Traitement thermique en interne
■ Tolérances dimensionnelles strictes
■ Livraison mondiale porte-à-porte
[ Référence technique ]
Spécifications décisives
| Material | M2 HSS (standard) / D2 (heavy nonwoven) / 52100 (hydroentangled) |
|---|---|
| Hardness | HRC 62–64 (M2) | HRC 60–62 (D2) |
| Rake Angle | 15°–20° positive rake (nonwoven-optimised geometry) |
| Surface Finish | Ra ≤ 0.4μm — reduces fibre adhesion and slub formation |
| Options | ESD conductive coating (meltblown / filtration media) |
| Application | Spunbond PP, Meltblown, SMS/SMMS, Hydroentangled, Geotextile |
■ Toutes les valeurs vérifiées par contrôle MMT · ISO 9001:2015
[ Invite de demande de devis ]
Besoin d'une taille spécifique ou d'un remplacement OEM ?
Vous ne trouvez pas vos spécifications exactes ? Envoyez-nous un plan, un échantillon usé, ou simplement le modèle de votre machine. Notre équipe examinera les détails et vous fournira un devis sur mesure.
[ Référence standard ]
Dimensions standard courantes
| Diamètre extérieur (OD) | Diamètre intérieur (ID) | Épaisseur |
|---|---|---|
| 75 mm | 32 mm | 1.0 mm |
| 100 mm | 40 mm | 1.0 mm |
| 100 mm | 50 mm | 1.5 mm |
| 120 mm | 50 mm | 1.0 mm |
| 120 mm | 60 mm | 1.5 mm |
| 150 mm | 75 mm | 2.0 mm |
[ Compatibilité OEM ]
Marques de machines compatibles
® Les marques déposées sont la propriété de leurs détenteurs respectifs. Sureay fournit des lames de remplacement compatibles — et non des pièces de marque OEM.
[ Audit technique ]
Avantages techniques
Angle d'inclinaison optimisé pour le non-tissé
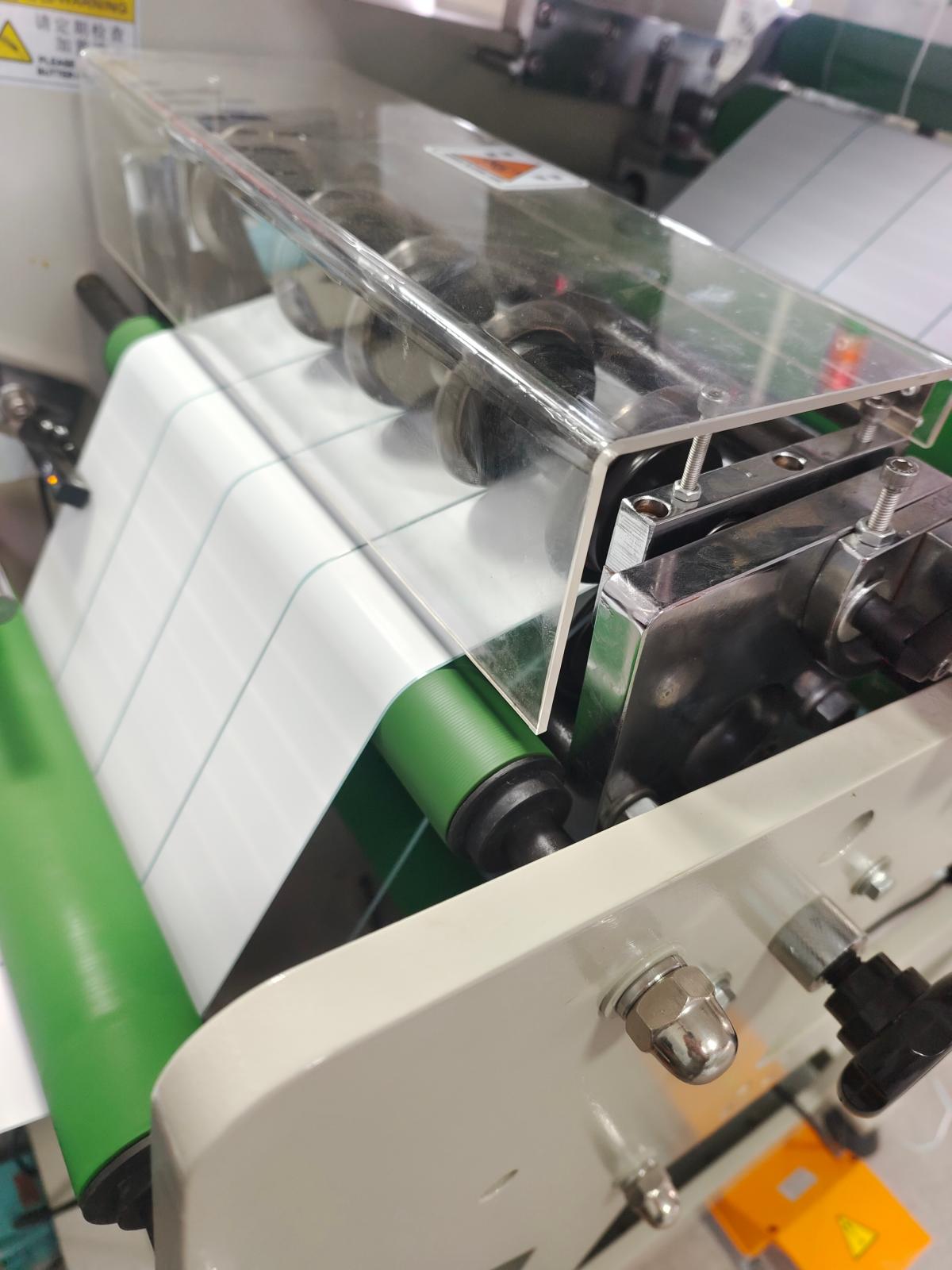
Les géométries standard des couteaux de découpe conçus pour le papier et les films plastiques utilisent un angle de coupe positif ou neutre de 5° à 10°. Pour les non-tissés à structure libre, cette géométrie pousse les fibres latéralement avant de les cisailler, ce qui provoque un bord effiloché qui est considéré comme un défaut de qualité lors de l'inspection des produits d'hygiène. Notre angle de coupe positif de 15°-20° cisaille les faisceaux de fibres en une seule action progressive, produisant un bord de fente propre et serré à des vitesses de ligne allant jusqu'à 400 m/min.
Revêtement conducteur ESD
Une charge électrostatique est générée lorsque le non-tissé léger en PP passe à grande vitesse sur des surfaces métalliques. Sur les couches soufflées par fusion (<15 GSM), cette charge fait que les fibres s'accrochent à la face de la lame et se transfèrent sous forme de contamination sur le bord du rouleau refendu. Notre revêtement conducteur ESD dissipe la charge de la face de la lame en continu, éliminant l'attraction des fibres sans nécessiter de réduction de la vitesse du processus.
Traçabilité des lots médicaux
Pour les lignes de transformation qui fournissent les fabricants de draps chirurgicaux, de blouses et d'enveloppes de stérilisation, nous fournissons une traçabilité complète des lots : Certificats d'aciérie M2, rapports d'essais de dureté et rapports dimensionnels CMM référencés au numéro de lot de votre bon de commande. La documentation est formatée pour être incluse dans votre dossier de qualification du fournisseur.
[ Inventaire du système ]
Catégories de lames connexes
Tout voir →

[ Base de connaissances ]
FAQ produit et conseils d'achat
FAQ techniques
01Quel angle de coupe dois-je spécifier pour le polypropylène filé-lié à 200 m/min ?+−
Pour le PP filé-lié à 200 m/min dans les poids de base 15-80 GSM, spécifier une inclinaison positive de 15° sur le biseau de coupe. Cette géométrie permet de cisailler proprement les fibres de polypropylène au point de contact, sans déplacement latéral à l'origine de l'effilochage. Pour les grammages plus importants (80-150 GSM SSS ou SMMS), une inclinaison positive de 20° avec une largeur de biseau légèrement plus grande offre une meilleure stabilité à une vitesse de ligne réduite (150 m/min).
02Ma découpe par fusion-soufflage produit un transfert de fibres visible sur la face de la lame. Quelle en est la cause ?+−
Le transfert de fibres sur les tissus fondus (en particulier les couches <10 GSM) est causé par l'accumulation de charges électrostatiques sur la face de la lame, et non par la géométrie du bord. Les fibres PP soufflées par fusion d'un diamètre de 1-5μm sont extrêmement sensibles à l'attraction statique. Spécifiez l'option de revêtement conducteur ESD sur votre prochaine commande et veillez à ce que le châssis de la découpeuse soit correctement mis à la terre. Cela permet généralement d'éliminer la contamination visible de la surface des lames en une seule équipe de production.
Pourquoi choisir Sureay
01Sureay peut-il fournir des couteaux de découpeurs de non-tissés avec un certificat de conformité pour notre audit de fournisseur de dispositifs médicaux ?+−
Oui. Nous émettons un certificat de conformité (CoC) avec chaque lot qui mentionne le numéro du bon de commande, la nuance d'acier (M2 AISI M2 / DIN 1.3343), la plage de dureté (HRC 62-64) et les résultats de la vérification dimensionnelle. Pour une qualification complète des fournisseurs de dispositifs médicaux, nous pouvons également fournir le certificat de l'aciérie et le dossier de lot traitement thermique sur demande.
Contacter notre équipe
Contactez nos ingénieurs
Contacter notre équipe
Discutez de vos besoins directement avec nos ingénieurs.
Demande de devis
Notre équipe d'ingénieurs répond dans les 24 heures.