
Couteaux rotatifs de précision pour la transformation de films, de rubans et d'emballages souples
Couteaux coupeurs de films et de bandes
Lames de refendage circulaires affûtées avec précision pour les films BOPP, BOPET et CPP, les films étirables PE, les rubans PSA et la transformation des non-tissés. tolérance d'épaisseur de ±0,002 mm, faux-rond de T.I.R. ≤0,02 mm. Profils de cisaillement, d'incision et de rasage en acier M2 HSS, D2 et ASP23 PM avec revêtements anti-adhérents TiN et DLC en option. Adaptation OEM pour les systèmes de découpe Tidland, Kampf, Atlas et Dusenbery.
- ■Material: 52100 / D2 / M2 HSS / ASP23 PM / Solid Carbide
- ■Applications: BOPP / BOPET / CPP Film, PE Stretch Film, PSA Tape, Non-Wovens, Flexible Packaging
■ Certifié ISO 9001:2015
■ Traitement thermique en interne
■ Tolérances dimensionnelles strictes
■ Livraison mondiale porte-à-porte
[ Référence technique ]
Spécifications décisives
| Material | 52100 / D2 / M2 HSS / ASP23 PM / Solid Carbide |
|---|---|
| Cutting Styles | Shear Slitting, Score / Crush Cutting, Razor Slitting |
| Outer Diameter | 50–200 mm (custom OD available) |
| Tolerance | ±0.002 mm thickness | ≤0.02 mm T.I.R. runout |
| Coatings | TiN, DLC, Teflon, CrAlN (optional) |
| Applications | BOPP / BOPET / CPP Film, PE Stretch Film, PSA Tape, Non-Wovens, Flexible Packaging |

■ Toutes les valeurs vérifiées par contrôle MMT · ISO 9001:2015
[ Invite de demande de devis ]
Besoin d'une taille spécifique ou d'un remplacement OEM ?
Vous ne trouvez pas vos spécifications exactes ? Envoyez-nous un plan, un échantillon usé, ou simplement le modèle de votre machine. Notre équipe examinera les détails et vous fournira un devis sur mesure.
[ Référence standard ]
Dimensions standard courantes

| Type de lame / Application | OD (mm) | ID (mm) | Épaisseur (mm) |
|---|---|---|---|
| Top Blade — Tidland / Atlas | 75 | 25.4 | 1.0 / 1.2 |
| Bottom Anvil — Tidland / Atlas | 70 | 25.4 | 8 / 10 |
| Top Blade — Kampf / Dusenbery | 100 | 32 | 1.2 / 1.5 |
| Bottom Anvil — Kampf / Dusenbery | 80 | 60 | 16 / 20 |
| Top Blade — Goebel / BHS / Agnati | 118 | 80 | 1.2 / 2.0 |
| Bottom Anvil — Goebel / BHS / Agnati | 100 | 70 | 16 / 20 |
[ Compatibilité OEM ]
Marques de machines compatibles
® Les marques déposées sont la propriété de leurs détenteurs respectifs. Sureay fournit des lames de remplacement compatibles — et non des pièces de marque OEM.
[ Audit technique ]
Avantages techniques
Aciers à outils pour applications spécifiques
Matériau adapté à votre bande. acier au carbone 52100 pour les revêtements de films d'emballage standard et les substrats revêtus ; acier rapide M2 pour les films plastiques abrasifs ; PM ASP23 ou carbure solide pour les revêtements antiadhésifs revêtus de silice et les stratifiés renforcés de fibre de verre. Toutes les qualités sont stockées et prêtes à être livrées rapidement par les OEM.
Revêtements PVD anti-adhérents
Les revêtements TiN et DLC réduisent l'adhérence de la surface jusqu'à 80 %, éliminant ainsi l'accumulation d'adhésif sur les faces de la lame lors de la découpe de bandes PSA et de laminés adhésifs. Une friction réduite signifie un fonctionnement plus froid, une durée de vie des bords plus longue et moins d'arrêts de nettoyage par équipe.
Géométries optimisées des bords
Profilés à simple biseau, à double biseau et à arête émoussée conçus pour les paires de cisaillement, la coupe à l'enclume d'écrasement/de marquage et la coupe au rasoir. Profilés pour votre vitesse de ligne et votre tension de bande - spécifiez la méthode de coupe et le substrat et nous adapterons la géométrie.
[ Inventaire du système ]
Catégories de lames connexes
Tout voir →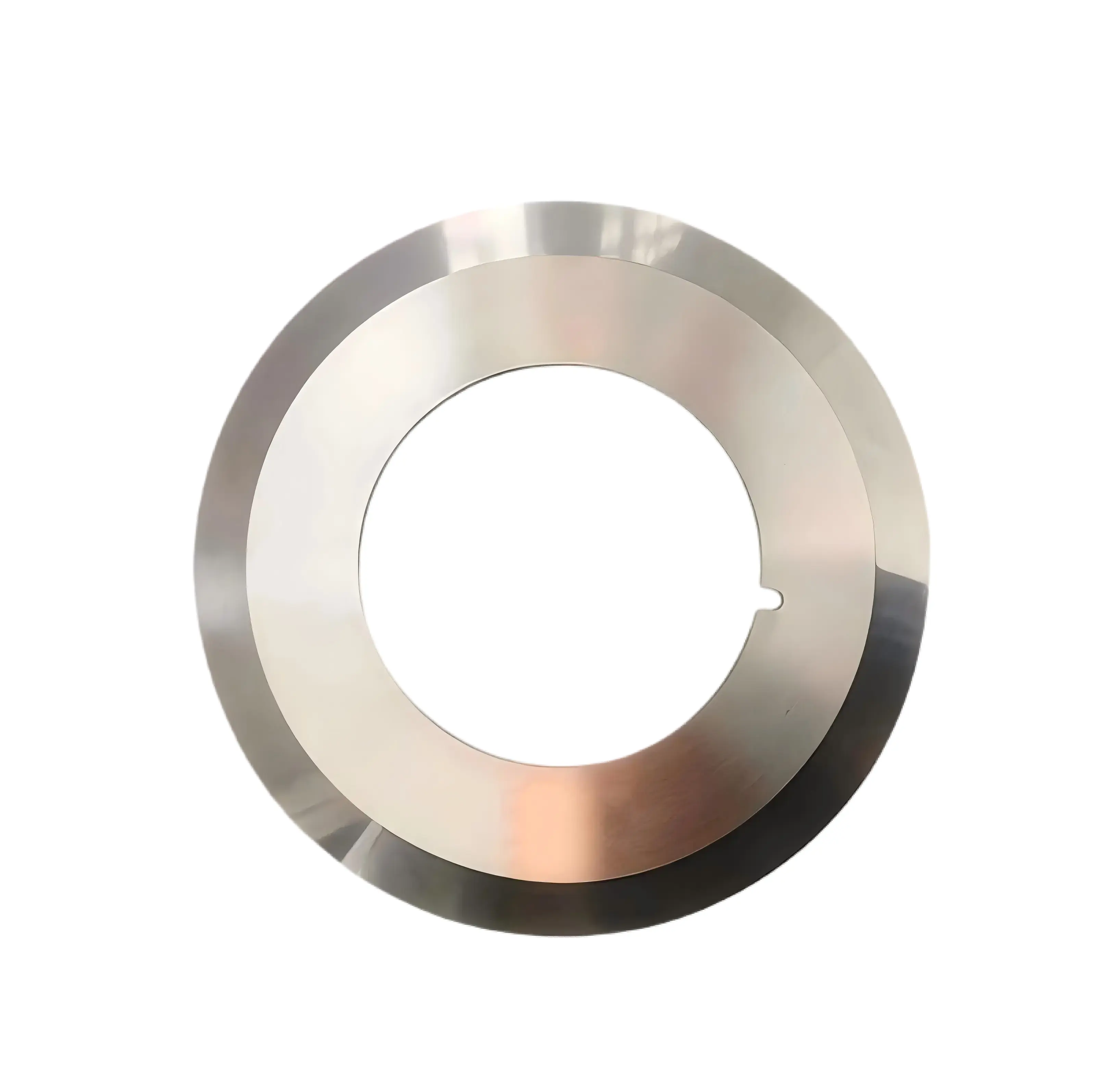

[ Base de connaissances ]
FAQ produit et conseils d'achat
FAQ techniques
01Quelle tolérance d'épaisseur dois-je spécifier pour les lames d'une pile d'arbres multi-couteaux ?+−
Pour la découpe en cisaillement de films et de feuilles souples, spécifiez une tolérance d'épaisseur de ±0,002 mm et un faux-rond de T.I.R. ≤20,02 mm. Une erreur de 0,005 mm par lame se répercute sur une pile de 12 lames, produisant une déviation visible de la largeur de la fente et des pics de tension de la bande. Nous rectifions chaque lame selon ces tolérances et les vérifions sur une MMT avant l'expédition.
02Qu'est-ce que le "rapport de sur-vitesse" pour les couteaux de cisaillement supérieur/inférieur et quelle est son importance ?+−
Le rapport de survitesse est le différentiel intentionnel de vitesse de rotation entre l'arbre du couteau supérieur et l'arbre de l'enclume inférieure, généralement fixé à 2-5% au-dessus de la vitesse de la bande. Ce différentiel crée une action de micro-cisaillement au point de coupe, produisant un bord plus net et réduisant l'accumulation de chaleur par rapport à une coupe purement tangentielle. Lorsque les rapports de survitesse sont plus élevés, la qualité de la coupe s'améliore, mais l'usure des bords s'accélère ; lorsque le différentiel est nul, la lame se comporte davantage comme un broyeur. L'équipementier de votre refendeuse spécifie le rapport de survitesse prévu ; nous fournissons des paires assorties optimisées pour ce réglage.
03Comment éviter le transfert et l'accumulation de film adhésif sur les faces des lames de refendage ?+−
L'accumulation d'adhésif sur les faces des lames augmente la friction, accroît la température de la bande et provoque une contamination par transfert de matière. Nous proposons des revêtements PVD TiN (nitrure de titane) et DLC (carbone de type diamant) qui réduisent l'adhérence de la surface jusqu'à 80 %, prolongeant ainsi les intervalles de fonctionnement propre sur les applications de refendage de rubans sensibles à la pression et de laminés adhésifs.
04Quand dois-je passer de l'acier D2 à l'acier à métallurgie des poudres (PM) pour la découpe de films souples ?+−
L'acier PM (ASP23, ASP52) est recommandé pour la découpe de substrats flexibles très abrasifs tels que les films d'emballage renforcés de fibre de verre, les films anti-adhésifs enduits de silice ou les films barrières remplis de céramique. Ces matériaux dépassent le plafond d'abrasion du D2 en un seul cycle de production grâce aux particules minérales dures de la charge. Les qualités PM offrent une distribution uniforme du carbure et une durée de vie des arêtes de 50 à 80 % plus longue sur les substrats flexibles très abrasifs.
05Quel est le meilleur revêtement de surface pour la découpe à grande vitesse de rubans adhésifs sensibles à la pression ?+−
Le revêtement PVD DLC (diamond-like carbon) est la meilleure spécification pour la découpe de bandes de mousse doublement revêtues et d'adhésifs de transfert. Il réduit l'angle de contact sur la face de la lame d'environ 35° par rapport au D2 non revêtu, ce qui permet de maintenir un glissement constant pendant des cycles de production de 8 à 12 heures sans arrêt de nettoyage. Le TiN est efficace pour les rubans de masquage simple face et les étiquettes légèrement adhésives à un coût de revêtement inférieur.
06Sureay peut-il fournir des paires de couteaux supérieurs et inférieurs appariés et vérifiés pour un jeu de cisaillement spécifié ?+−
Oui. Les paires de cisailles appariées - lame supérieure dépouillée et lame inférieure à enclume rainurée - sont fournies avec un jeu couteau à couteau pré-vérifié par rapport aux spécifications de votre substrat. Nous enregistrons le diamètre extérieur, le diamètre intérieur, l'épaisseur et le jeu de cisaillement prévu pour chaque paire appariée sur une fiche technique livrée avec l'outillage, ce qui permet aux opérateurs de la ligne de reproduire le réglage du jeu à chaque réinstallation.
07Quelle est la géométrie du bord de la lame recommandée pour la refente d'un tissu non tissé soufflé par fusion sans effilochage des fibres ?+−
Pour les tissus non tissés soufflés par fusion et filés-liés (8-80 GSM), spécifiez un angle de râteau positif (15°-20°) avec une finition de surface Ra ≤0,4 μm. Cette géométrie permet de cisailler proprement la structure fibreuse lâche sans déplacement latéral de la fibre qui provoque des bords effilochés. Pour le meltblown très léger (<15 GSM), un revêtement ESD (décharge électrostatique) optionnel empêche l'attraction des fibres induite par l'électricité statique sur la face de la lame.
Pourquoi choisir Sureay
01Êtes-vous une société commerciale ou un fabricant direct ?+−
Nous sommes un fabricant OEM 100% direct établi en 2008. Lorsque vous achetez chez Sureay, vous évitez les majorations des intermédiaires et communiquez directement avec les ingénieurs qui forgent et affûtent vos lames.
02Qu'est-ce qui différencie le traitement thermique de Sureay des autres produits moins chers ?+−
Contrairement à la trempe standard, chaque lame Sureay subit un traitement cryogénique profond après la trempe sous vide. Ce traitement transforme l'austénite retenue en martensite, ce qui augmente la résistance à l'usure jusqu'à 40 % et garantit une dureté uniforme sur l'ensemble du tranchant.
03Faites-vous des livraisons dans le monde entier et combien de temps cela prend-il ?+−
Oui, nous exportons vers plus de 50 pays. Les lames de remplacement OEM standard sont généralement expédiées sous 48 heures. Les profils personnalisés prennent 10 à 15 jours ouvrables. Nous travaillons en partenariat direct avec DHL, FedEx et des transitaires maritimes internationaux pour une livraison fiable de porte à porte.
04Quelles sont les certifications de qualité détenues par Sureay et pouvez-vous fournir les rapports d'essais des matériaux ?+−
Sureay est certifié ISO 9001:2015. Chaque expédition comprend un rapport d'essai de dureté Rockwell HRC, un rapport d'inspection dimensionnelle et un certificat de lot traitement thermique. Pour la qualification OEM, des rapports dimensionnels CMM complets et des certificats d'aciérie sont disponibles sur demande.
05Est-il possible de tester un échantillon avant de s'engager dans une commande de production complète ?+−
Oui. Nous proposons des jeux d'échantillons (généralement 2 à 5 lames) pour vérifier l'adaptation à la machine et tester la durée de vie des arêtes. Le délai de livraison des échantillons est de 5 à 7 jours ouvrables. Pour les profils personnalisés, des échantillons d'approbation dimensionnelle sont produits avant le début de la production complète - aucun engagement d'outillage avant que l'ajustement ne soit confirmé.
Contacter notre équipe
Contactez nos ingénieurs
Contacter notre équipe
Discutez de vos besoins directement avec nos ingénieurs.
Demande de devis
Notre équipe d'ingénieurs répond dans les 24 heures.