
Couteaux de broyeur et de granulateur industriels pour le recyclage du PET, du PVC et du PP
Lames de broyeur
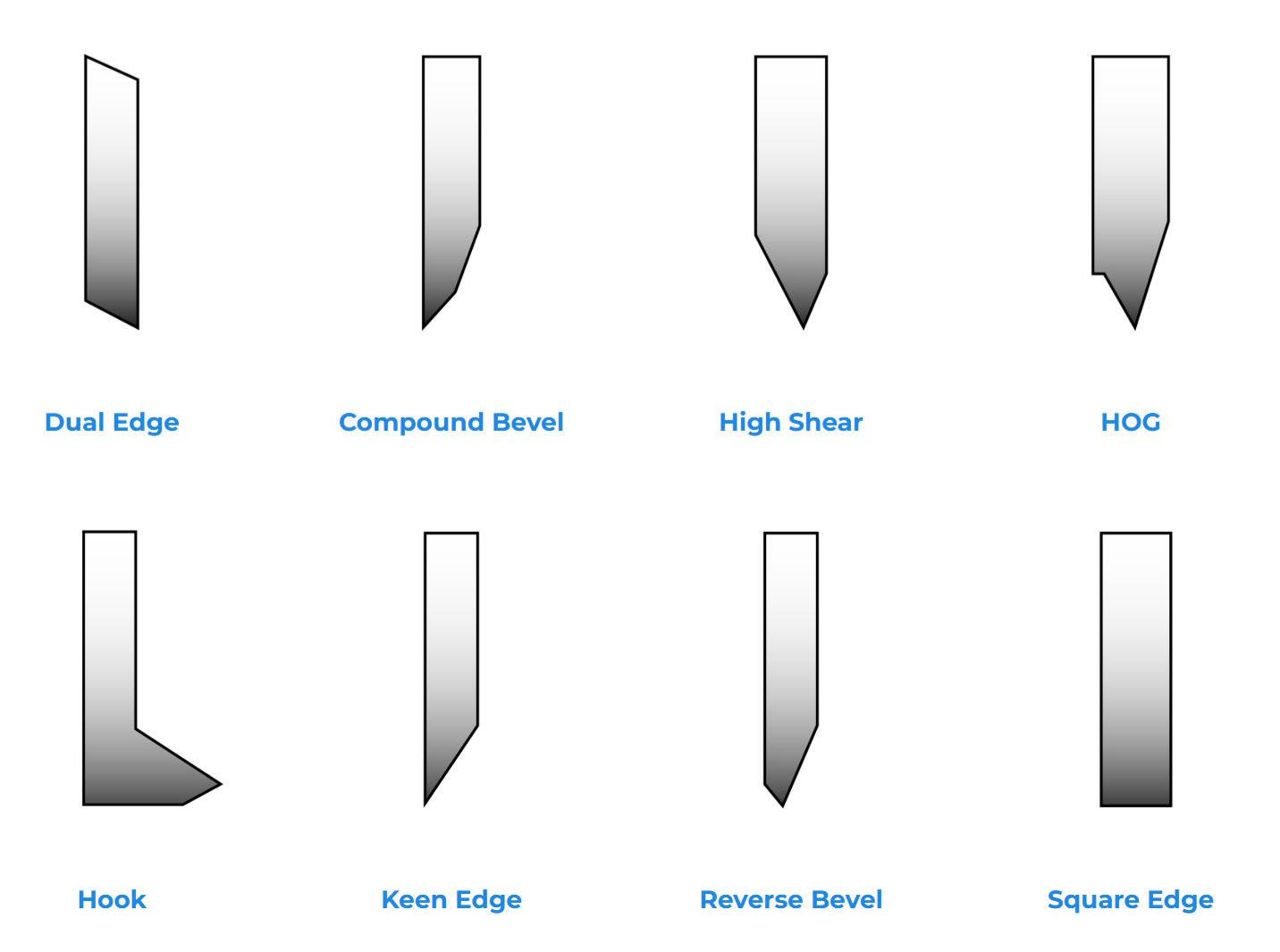
Les couteaux de rotor et de stator des broyeurs D2, SKD-11 et Cr12MoV sont affûtés avec précision à une tolérance de ±0,02 mm pour les broyeurs Cumberland, Conair/Wortex, Herbold et Rapid. Les angles de biseau de 30° à 55° sont adaptés au type de polymère, ce qui permet d'obtenir un rebroyage propre et peu fin. La trempe sous vide et le traitement cryogénique profond stabilisent le HRC 58-62 pour une rétention prolongée des arêtes.
- ■Material: D2 (1.2379), SKD-11, DC53, Cr12MoV
- ■Application: PET, PVC, PP, HDPE, Engineering Plastics
■ Certifié ISO 9001:2015
■ Traitement thermique en interne
■ Tolérances dimensionnelles strictes
■ Livraison mondiale porte-à-porte
[ Référence technique ]
Spécifications décisives
| Material | D2 (1.2379), SKD-11, DC53, Cr12MoV |
|---|---|
| Hardness | HRC 58–62 (Cryogenically Stabilized) |
| Bolt-hole Tol. | ±0.02 mm |
| Face Flatness | ≤ 0.05 mm |
| Parallelism | ≤ 0.03 mm |
| Bevel Angle | 30° - 55° (Application-optimized) |
| Heat Treatment | Vacuum Hardening + Deep Cryogenic (-196°C) |
| Application | PET, PVC, PP, HDPE, Engineering Plastics |
| OEM Fitment | Cumberland, Rapid, Herbold, Conair, Nelmor |
■ Toutes les valeurs vérifiées par contrôle MMT · ISO 9001:2015
[ Invite de demande de devis ]
Besoin d'une taille spécifique ou d'un remplacement OEM ?
Vous ne trouvez pas vos spécifications exactes ? Envoyez-nous un plan, un échantillon usé, ou simplement le modèle de votre machine. Notre équipe examinera les détails et vous fournira un devis sur mesure.
[ Référence standard ]
Dimensions standard courantes

| Configuration des trous | Dimensions (L × L × T) | Centre du trou Pas |
|---|---|---|
| Double hole | 90 × 70 × 8 | 40 / 45 / 50 |
| Double hole | 120 × 70 × 8 | 60 |
| Triple hole | 126 × 60 × 8 | 40 |
| Triple hole | 150 × 70 × 8 | 50 / 55 |
| Triple hole | 170 × 70 × 8 | 45 |
| Triple hole | 180 × 70 × 8 | 60 |
| Quadra hole | 170 × 70 × 8 | 40 |
| Quadra hole | 200 × 70 × 8 | 50 |
[ Compatibilité OEM ]
Marques de machines compatibles
® Les marques déposées sont la propriété de leurs détenteurs respectifs. Sureay fournit des lames de remplacement compatibles — et non des pièces de marque OEM.
[ Audit technique ]
Avantages techniques
Qualité maximale du rebroyage
Les arêtes de coupe ultra-aiguisées et alignées avec précision cisaillent proprement le plastique au lieu de le déchirer, ce qui réduit considérablement la production de poussières et de fines indésirables.
MTBR prolongé (temps moyen entre deux remplacements)
La haute résistance à l'usure minimise la fréquence d'affûtage et de remplacement des lames, ce qui permet à votre ligne de recyclage de fonctionner en continu.
Charge réduite du moteur
Les angles de coupe optimisés diminuent la force de cisaillement nécessaire, ce qui réduit la consommation électrique du moteur de votre broyeur et les coûts énergétiques par tonne.
[ Inventaire du système ]
Catégories de lames connexes
Tout voir →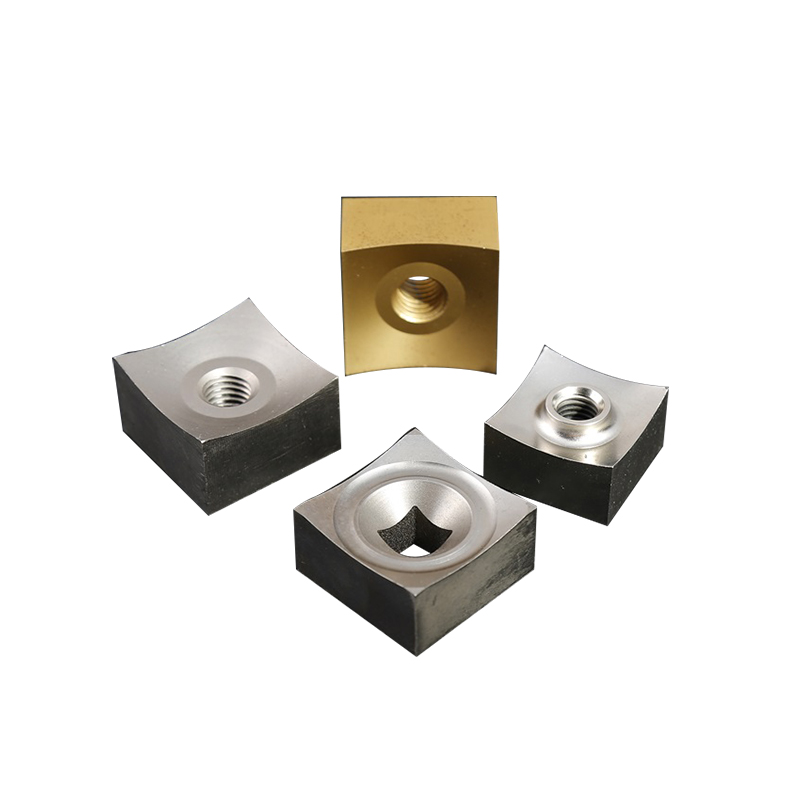

[ Base de connaissances ]
FAQ produit et conseils d'achat
FAQ techniques
01Comment choisir entre D2, DC53 et Cr12MoV pour mon broyeur ?+−
D2 est la norme industrielle pour les plastiques propres comme le PET et le PP. Pour les polymères chargés de verre ou abrasifs, DC53 offre une résistance à l'usure supérieure. Si votre alimentation contient des impuretés métalliques occasionnelles (comme des fils ou des agrafes), Cr12MoV offre une plus grande résistance aux chocs pour éviter l'écaillage des bords.
02Quelles sont les causes de l'excès de poussière et de fines lors de la granulation plastique ?+−
Cela est généralement dû à des arêtes émoussées ou à un angle de biseau incorrect qui déchire le plastique au lieu de le cisailler. Nous optimisons l'angle de biseau (30°-55°) en fonction de votre polymère spécifique pour garantir une coupe nette, ce qui maximise la qualité de votre rebroyé et la valeur de vos granulés.
03Pouvez-vous faire correspondre les modèles exacts de trous de boulon à ma machine spécifique ?+−
Absolument. Nous disposons d'une vaste base de données de plans OEM pour Cumberland, Herbold, Rapid, Weima et bien d'autres. Nous fraisons tous les contre-trous avec une tolérance stricte de ±0,02 mm afin de garantir un ajustement parfait sans micro-roche.
04Quelle géométrie des couteaux du rotor permet d'obtenir la fraction de fines la plus faible dans les broyeurs à côté de la presse ?+−
Pour les broyeurs en ligne hors presse sur les lignes de moulage par injection, un angle de biseau de 40°-45° avec une face de râteau polie (Ra ≤ 0,8μm) permet d'obtenir le rebroyage le plus propre et le moins chargé en fines sur les matériaux des canaux de coulée et de la carotte. La face polie réduit l'adhérence dans la zone de coupe, empêchant le micro-soudage des matériaux HDPE et PP qui génère des fines aux cadences élevées typiques de la production de moulage par injection en continu.
05Quand dois-je affûter ou remplacer les couteaux du rotor de mon broyeur ?+−
L'indicateur principal est la distribution de la taille des particules rebroyées - lorsque la fraction surdimensionnée dépasse 8 à 10 % du poids de sortie, les couteaux du rotor doivent être affûtés. Les indicateurs secondaires sont une augmentation de plus de 15 % de la consommation d'ampères du moteur par rapport à la ligne de base et une fraction de poussière élevée. Chaque lame Sureay peut généralement être réaffûtée 3 à 5 fois avant que la géométrie du biseau n'atteigne la profondeur minimale de matériau utilisable, le remplacement étant alors plus économique.
Pourquoi choisir Sureay
01Êtes-vous une société commerciale ou un fabricant direct ?+−
Nous sommes un fabricant OEM 100% direct établi en 2008. Lorsque vous achetez chez Sureay, vous évitez les majorations des intermédiaires et communiquez directement avec les ingénieurs qui forgent et affûtent vos lames.
02Qu'est-ce qui différencie le traitement thermique de Sureay des autres produits moins chers ?+−
Contrairement à la trempe standard, chaque lame Sureay subit un traitement cryogénique profond après la trempe sous vide. Ce traitement transforme l'austénite retenue en martensite, ce qui augmente la résistance à l'usure jusqu'à 40 % et garantit une dureté uniforme sur l'ensemble du tranchant.
03Faites-vous des livraisons dans le monde entier et combien de temps cela prend-il ?+−
Oui, nous exportons vers plus de 50 pays. Les lames de remplacement OEM standard sont généralement expédiées sous 48 heures. Les profils personnalisés prennent 10 à 15 jours ouvrables. Nous travaillons en partenariat direct avec DHL, FedEx et des transitaires maritimes internationaux pour une livraison fiable de porte à porte.
04Quelles sont les certifications de qualité détenues par Sureay et pouvez-vous fournir les rapports d'essais des matériaux ?+−
Sureay est certifié ISO 9001:2015. Chaque expédition comprend un rapport d'essai de dureté Rockwell HRC, un rapport d'inspection dimensionnelle et un certificat de lot traitement thermique. Pour la qualification OEM, des rapports dimensionnels CMM complets et des certificats d'aciérie sont disponibles sur demande.
05Est-il possible de tester un échantillon avant de s'engager dans une commande de production complète ?+−
Oui. Nous proposons des jeux d'échantillons (généralement 2 à 5 lames) pour vérifier l'adaptation à la machine et tester la durée de vie des arêtes. Le délai de livraison des échantillons est de 5 à 7 jours ouvrables. Pour les profils personnalisés, des échantillons dimensionnels sont produits avant le lancement de la production complète - aucun engagement d'outillage n'est pris tant que l'adaptation n'est pas confirmée.
Contacter notre équipe
Contactez nos ingénieurs
Contacter notre équipe
Discutez de vos besoins directement avec nos ingénieurs.
Demande de devis
Notre équipe d'ingénieurs répond dans les 24 heures.