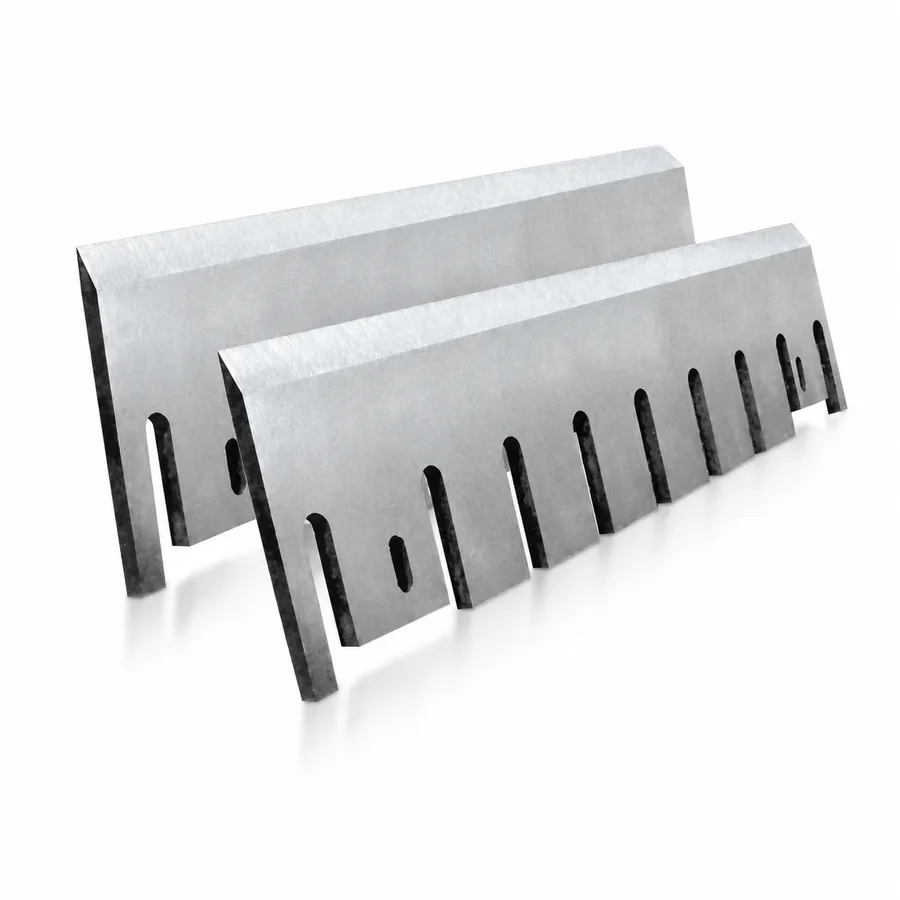
Lames de déchiqueteuse de bois
Couteaux de déchiqueteuse à tambour et à disque pour usage intensif fabriqués en acier D2, Cr12MoV et TCT à pointe en carbure.
Lames de déchiqueteuse de bois Configurations
4 variants, click any card for the full spec sheet
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableLames de déchiqueteuse de bois
Couteaux de déchiqueteuse à tambour et à disque pour la biomasse, la sylviculture et le recyclage du bois
Couteaux de broyeur à tambour et à disque de première qualité en D2, Cr12MoV et TCT pour le traitement de la biomasse, les opérations forestières et le recyclage du bois. Trempé à cœur HRC 57-62 avec traitement cryogénique profond. Rectification de précision avec une tolérance de ±0,05 mm sur l'épaisseur pour une géométrie de copeaux propre et uniforme. Adaptation OEM pour les déchiqueteuses Bandit, Vermeer, Morbark, Peterson, Doppstadt et Jenz.
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableLames de déchiqueteuse de bois
Couteaux de déchiqueteuse de tambour en acier à outils HSS et D2 pour la sylviculture lourde, la biomasse et le recyclage du bois
Couteaux de déchiqueteuse à tambour pour usage intensif en acier à outils M2 HSS, D2 (SKD11) et Cr12MoV pour la sylviculture industrielle, le traitement de la biomasse des arbres entiers et le recyclage du bois de démolition. Trempe sous vide HRC 58-62 avec traitement cryogénique profond. Surface rectifiée avec précision pour un parallélisme d'épaisseur de ±0,05 mm. Adaptation OEM pour Vermeer, Morbark, Doppstadt, Jenz et Bruks Siwertell.
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableLames de déchiqueteuse de bois
Couteaux réversibles à double tranchant pour déchiqueteuse de bois | T10 - 9CrSi - Cr12MoV | Paysagisme et foresterie
Couteaux réversibles à double tranchant pour déchiqueteuse de bois en T10, 9CrSi & Cr12MoV. HRC 55-60, biseau 25°-30° rectifié avec précision. Retourner le couteau lorsqu'il est émoussé - double la durée de vie avant réaffûtage. longueurs de 200 à 350 mm, modèles de boulons à 2/4/6 trous. Adaptation OEM pour Bandit, Vermeer, Patriot, Wallenstein et Timberwolf. Revêtement anti-sap en téflon en option.
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableContre-couteaux et enclumes
Contre-couteaux robustes et enclumes de couteaux pour déchiqueteuses à tambour et à disque
Enclumes de déchiqueteuse de bois (contre-couteaux / couteaux de lit) en acier à outils D2, Cr12MoV et A8 modifié, rectifiées avec précision. Trempe à cœur HRC 55-60 pour une durée de vie maximale lors du réaffûtage. Définit l'écart entre la lame et l'aile qui contrôle l'épaisseur des copeaux et l'efficacité du broyeur. Surface rectifiée avec un parallélisme de ±0,05 mm sur toute la longueur. Remplacements compatibles avec les OEM pour les déchiqueteuses Bandit, Vermeer, Morbark, Timberwolf, Schliesing, Greenmech, Jensen et Jenz.
Key Specifications
- Matériaux
- Acier à haute teneur en carbone - D2/Cr12MoV - TCT Carbide-Tipped
- Dureté
- HRC 55-58 (standard) - HRC 58-62 (D2) - HRA 89-91 (TCT)
- Tolérance d'épaisseur
- ±0,05 mm
- Applications
- Broyeurs à tambour - Broyeurs à disque - Broyeurs de biomasse pour arbres entiers
- Compatibilité OEM
- Bandit - Vermeer - Morbark - Peterson - Doppstadt - Jenz
- Regrindable
- Oui - 8-12 cycles (trempé à cœur)
Engineering Detail
- METALLURGIE
Trempé à cœur pour une durée de vie maximale de la broche
Contrairement aux alternatives de cémentation qui exposent un noyau mou après le premier réaffûtage, les lames de broyeur Sureay sont traitées thermiquement sous vide pour obtenir une dureté uniforme (HRC 57-62) de la surface au noyau. Chaque réaffûtage offre des performances identiques à celles d'une lame neuve, ce qui permet d'obtenir 8 à 12 cycles de service productifs par lame.
- DURABILITÉ
Résistance aux ongles et aux contaminants
Le bois de démolition contaminé, les palettes recyclées et les déchets verts urbains contiennent des clous, des vis et des pierres cachés. Notre traitement cryogénique profond (-196°C) stabilise la microstructure martensitique, ce qui confère au bois la ténacité nécessaire pour absorber les impacts des coups de métal sans fracture fragile des arêtes ni fissuration des lames.
- QUALITÉ DE SORTIE
Biseau de précision pour une taille uniforme des copeaux
Les centrales électriques à biomasse et les usines de pâte à papier pénalisent les distributions de taille de copeaux non conformes. Chaque lame est rectifiée à ±0,05 mm d'épaisseur et à ±0,5° d'angle de biseau, ce qui garantit une géométrie de copeaux homogène sur toute la largeur du tambour ou du disque, conformément aux normes EN 17225 et TAPPI T257.
- Bandit Industries
- Vermeer
- Morbark
- Peterson Pacific
- Doppstadt
- Jenz
- CBI
- Precision Husky
- Bruks Siwertell
- Bandit
- Patriot
- Wallenstein
- Timberwolf
- Linddana
- Schliesing
- Junkkari
- Greenmech
- Jensen
- Eschlböck
- Forst
[ Knowledge Base ]
Product FAQs & Buying Guidance
Technical FAQs
01Quel type de lame dois-je utiliser pour déchiqueter du bois vert propre ou du bois de démolition contaminé ?+−
Pour le bois vert propre (sylviculture, entretien des arbres, défrichement), l'acier standard à haute teneur en carbone des couteaux de déchiqueteuse (HRC 55-58) offre une excellente durée de vie des arêtes au coût le plus bas par cycle de réaffûtage. Pour le bois de démolition contaminé, les palettes recyclées ou les déchets verts urbains contenant des clous, des vis et des pierres, il convient de passer à l'acier Cr12MoV ou D2 avec une dureté HRC de 58 à 60. La matrice de carbure de chrome permet d'augmenter de 2 à 3 fois la durée de vie des arêtes sur le bois sec abrasif tout en conservant une ténacité suffisante pour survivre à des impacts métalliques modérés. Pour les cours d'eau fortement contaminés (traverses de chemin de fer, débris de C&D), spécifiez des lames à pointe en carbure TCT qui offrent une durée de vie 5 à 10 fois plus longue que le D2.
02Comment la tolérance de l'épaisseur des lames affecte-t-elle la qualité des copeaux et les vibrations du tambour ?+−
L'épaisseur des lames contrôle directement la profondeur des copeaux et influence l'équilibre du tambour. Si l'épaisseur des lames varie de plus de 0,10 mm sur un tambour à lames multiples, les lames les plus épaisses coupent plus profondément et produisent des copeaux surdimensionnés, tandis que les lames les plus fines produisent des copeaux sous-dimensionnés - deux conditions qui ne répondent pas aux spécifications de criblage des combustibles de la biomasse (EN 17225-4). En outre, la masse inégale des lames crée un déséquilibre dynamique au régime de fonctionnement (1 000-2 500 tr/min), provoquant des vibrations destructrices qui accélèrent la défaillance des roulements et fatiguent le carter du tambour. Notre tolérance de ±0,05 mm sur l'épaisseur élimine ces deux problèmes.
03Quel angle de biseau dois-je spécifier pour le déchiquetage de bois dur ou de bois tendre ?+−
Pour le bois tendre et le bois vert à forte teneur en humidité (pin, épicéa, peuplier), spécifiez un angle de biseau de 25°-30°. L'angle d'inclusion le plus aigu tranche le bois tendre et fibreux avec une force de coupe minimale et produit des faces de copeaux propres avec une faible déchirure des fibres. Pour les bois durs secs (chêne, caryer, eucalyptus), augmentez l'angle à 30°-37° pour renforcer l'arête de coupe contre la densité plus élevée et la charge d'impact. Pour la biomasse contaminée et le déchiquetage d'arbres entiers avec contamination par la terre et les pierres, spécifiez 35°-42° - le biseau plus large répartit les forces d'impact sur une face de coupe plus large, empêchant le renversement de l'arête.
04Combien de fois les lames de broyeur Sureay peuvent-elles être réaffûtées, et quelle est la procédure d'affûtage correcte ?+−
Nos lames de broyeur trempées à cœur peuvent être réaffûtées 8 à 12 fois avant d'atteindre l'épaisseur minimale de sécurité (généralement 60 à 70 % de l'épaisseur d'origine). Le réaffûtage s'effectue à l'aide d'une meule en oxyde d'aluminium (grain 46-60) à une profondeur de 0,02-0,05 mm par passage, afin d'éviter tout dommage thermique sur le bord traité thermiquement. Ne jamais meuler à sec les couteaux de broyeur - la surchauffe localisée à plus de 200°C entraîne la trempe et ramollit le tranchant. Après l'affûtage, vérifiez l'angle du biseau à l'aide d'un comparateur optique ou d'un rapporteur numérique. Nous proposons également un service de réaffûtage professionnel avec revérification de la dureté.
05Qu'est-ce qui cause le renversement prématuré des bords de mes lames de déchiqueteuse et comment puis-je l'éviter ?+−
Le retournement du tranchant (le tranchant se replie au lieu de s'écailler ou de s'user progressivement) indique que la dureté de la lame est trop faible pour la matière première ou que l'angle du biseau est trop aigu pour la charge d'impact. Sur les lames en acier au carbone standard destinées à l'usinage de bois dur sec, le bord n'est pas suffisamment renforcé en carbure pour résister à la déformation plastique. Passez au D2 ou au Cr12MoV à HRC 58-62 et augmentez l'angle du biseau de 3° à 5°. Vérifiez également le dégagement du contre-couteau : un dégagement excessif (> 1,5 mm) oblige la lame à fracturer le bois par flexion plutôt que par cisaillement, ce qui augmente considérablement la charge sur le tranchant.
06Dois-je remplacer le contre-couteau (enclume) lorsque j'installe de nouvelles lames de broyeur ?+−
Le contre-couteau doit être inspecté à chaque changement de lames de déchiqueteuse. Un contre-couteau usé dont le bord est arrondi ou ébréché oblige les nouvelles lames à travailler contre un espace de cisaillement incohérent, ce qui réduit leur durée de vie effective de 30 à 50 % et produit des copeaux de mauvaise qualité. Remplacez ou réaffûtez le contre-couteau lorsque le tranchant présente un arrondi visible de plus de 1,0 mm ou un écaillage de plus de 0,5 mm de profondeur. Nous fournissons des contre-couteaux adaptés, fabriqués en acier D2 ou en acier au manganèse, sous forme de jeux intégrés avec un jeu vérifié au préalable.
07Quelle répartition de la taille des copeaux dois-je viser pour la production de combustible de biomasse par rapport à l'approvisionnement de l'usine de pâte à papier ?+−
Les centrales électriques à biomasse exigent généralement des copeaux de 3 à 50 mm (EN 17225-4 Classe P31s ou P45s) avec moins de 5% de fines (< 3 mm) et moins de 1% de surépaisseurs (> 63 mm). Les usines de pâte à papier exigent des spécifications plus strictes conformément à la norme TAPPI T257 : généralement 80 % d'acceptation dans une plage de 7 à 25 mm, avec des limites strictes pour les copeaux d'épingle et les pièces trop épaisses. Pour respecter ces spécifications, il faut une épaisseur de lame constante (±0,05 mm), un angle de biseau correct, un jeu de contre-couteau adéquat (0,5-1,0 mm) et une vitesse de tambour uniforme. Nous pouvons vous recommander la géométrie de lame optimale pour votre spécification cible.
Why Choose Sureay
01Êtes-vous une société commerciale ou un fabricant direct ?+−
Nous sommes un fabricant OEM 100% direct établi en 2008. Lorsque vous achetez chez Sureay, vous évitez les majorations des intermédiaires et communiquez directement avec les ingénieurs qui forgent et affûtent vos lames.
02Pouvez-vous fournir des lames pour mon modèle de broyeur spécifique s'il n'est pas listé dans vos dimensions standard ?+−
Oui, envoyez-nous un échantillon de votre lame existante, un dessin technique ou la marque et le numéro de modèle de votre broyeur. Nous confirmerons la longueur, la largeur, l'épaisseur, l'angle de biseau et le modèle de trou de boulon, et nous fabriquerons des remplacements exacts. Nous disposons d'une vaste base de données de plans de lames de déchiqueteuse OEM pour les plateformes Bandit, Vermeer, Morbark, Peterson, Doppstadt, Jenz et CBI. Les dimensions personnalisées sont fabriquées selon le dessin dans un délai de 10 à 15 jours ouvrables.
03Qu'est-ce qui différencie le traitement thermique de Sureay des autres produits moins chers ?+−
Contrairement aux processus standard de trempe et de revenu, chaque lame de broyeur Sureay subit une trempe sous vide suivie d'un traitement cryogénique profond à -196°C. L'étape cryogénique transforme l'austénite retenue en martensite stable, ce qui améliore la résistance à l'usure jusqu'à 40 % et garantit une dureté uniforme de la surface au cœur. Cela signifie que chaque réaffûtage expose un acier de qualité identique - les lames bon marché exposent souvent un cœur plus mou après le premier réaffûtage, ce qui réduit de moitié la durée de vie du tranchant lors des cycles d'affûtage suivants.
04Faites-vous des livraisons dans le monde entier et combien de temps cela prend-il ?+−
Oui, nous exportons vers plus de 50 pays. Les lames de broyeur de remplacement OEM standard en stock sont généralement expédiées sous 48-72 heures. Les profils personnalisés et les lames à pointe en carbure TCT prennent 10 à 15 jours ouvrables. Nous travaillons en partenariat direct avec DHL, FedEx et des transitaires maritimes internationaux pour une livraison fiable de porte à porte.
05Quelles sont les certifications de qualité détenues par Sureay et pouvez-vous fournir les rapports d'essais des matériaux ?+−
Sureay est certifié ISO 9001:2015. Chaque expédition comprend un rapport d'essai de dureté Rockwell HRC, un rapport d'inspection dimensionnelle (épaisseur, angle de biseau, positions des trous de boulon) et un certificat de lot traitement thermique. Pour les opérations de biomasse à grand volume nécessitant une traçabilité complète, des certificats de composition de l'aciérie et des rapports dimensionnels CMM sont disponibles sur demande.
06Est-il possible de tester un échantillon avant de s'engager dans une commande de production complète ?+−
Oui. Nous proposons des jeux d'échantillons (généralement 2 à 4 lames) pour vérifier l'ajustement de la machine et comparer la durée de vie des arêtes à celle de votre fournisseur actuel. Le délai d'échantillonnage standard est de 5 à 7 jours ouvrables. Pour les lames en carbure TCT, le délai d'échantillonnage est de 10 à 12 jours ouvrables.
Contacter notre équipe
Contactez nos ingénieurs
Contacter notre équipe
Discutez de vos besoins directement avec nos ingénieurs.
Demande de devis
Notre équipe d'ingénieurs répond dans les 24 heures.