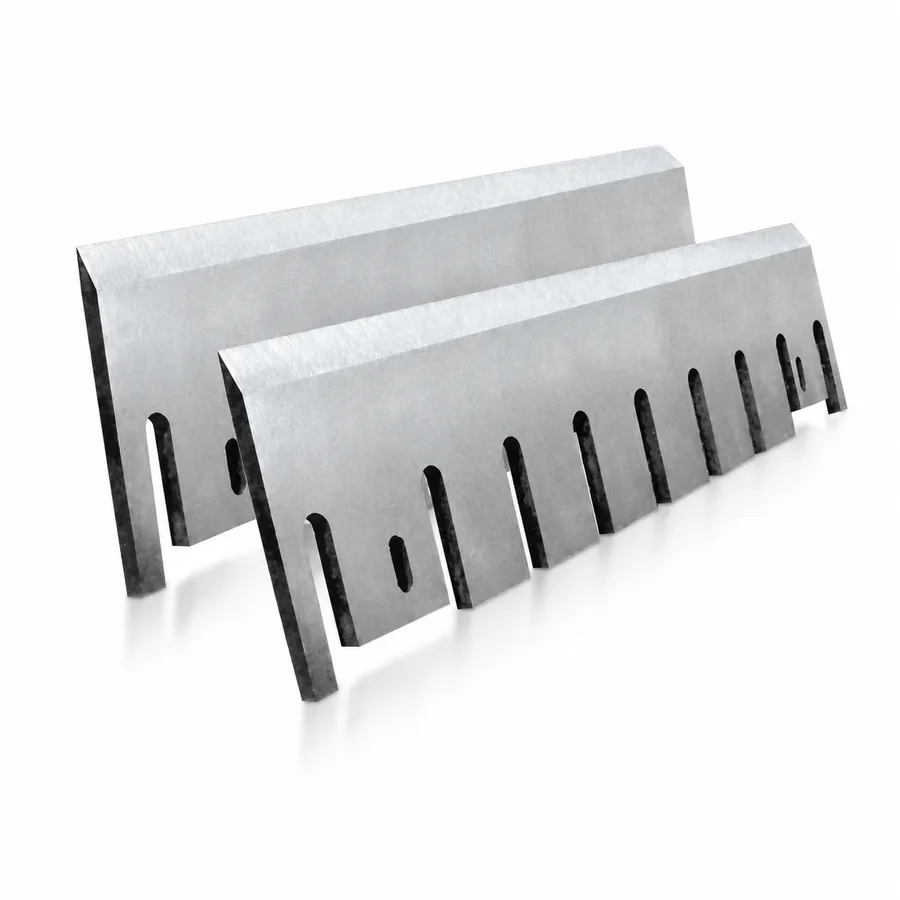
Ножи для измельчения древесины
Сверхпрочные барабанные и дисковые ножи для измельчителей из стали с твердосплавными напайками D2, Cr12MoV и TCT.
Ножи для измельчения древесины Configurations
4 variants, click any card for the full spec sheet
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableНожи для измельчения древесины
Сверхпрочные барабанные и дисковые ножи для измельчителей биомассы, лесного хозяйства и переработки древесины
Барабанные и дисковые ножи измельчителей премиум-класса из D2, Cr12MoV и TCT для переработки биомассы, лесозаготовительных работ и вторичной переработки древесины. Сквозная закалка HRC 57-62 с глубокой криогенной обработкой. Прецизионная шлифовка с допуском по толщине ±0,05 мм для чистой и равномерной геометрии стружки. Подходят для установки на измельчители Bandit, Vermeer, Morbark, Peterson, Doppstadt и Jenz.
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableНожи для измельчения древесины
Ножи для барабанных дробилок из быстрорежущей стали и инструментальной стали D2 для тяжелой лесной промышленности, биомассы и переработки древесины
Сверхпрочные ножи для барабанных дробилок из инструментальной стали M2 HSS, D2 (SKD11) и Cr12MoV для промышленного лесоводства, переработки биомассы целых деревьев и утилизации разрушенной древесины. Вакуумная закалка HRC 58-62 с глубокой криогенной обработкой. Прецизионная поверхностная шлифовка с параллельностью по толщине ±0,05 мм. Подходит для OEM-производителей Vermeer, Morbark, Doppstadt, Jenz & Bruks Siwertell.
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableНожи для измельчения древесины
Реверсивные ножи для измельчителя древесины с двойным краем | T10 - 9CrSi - Cr12MoV | Landscaping & Forestry
Реверсивные ножи для измельчения древесины с двойной кромкой из T10, 9CrSi и Cr12MoV. HRC 55-60, прецизионная шлифовка со скосом 25°-30°. Переворачиваются при затуплении - удваивают срок службы до повторной заточки. длина 200-350 мм, болты с 2/4/6 отверстиями. Подходит для Bandit, Vermeer, Patriot, Wallenstein и Timberwolf. Дополнительное тефлоновое покрытие против накипи.
 Wood & ForestryOEM Available
Wood & ForestryOEM AvailableНожи и наковальни
Сверхпрочные контрножи и наковальни для барабанных и дисковых измельчителей древесины
Прецизионные наковальни для измельчителя древесины (контрножи/ножи станины) из инструментальной стали D2, Cr12MoV и A8 Modified. Сквозная закалка HRC 55-60 для максимального срока службы при повторной заточке. Устанавливает зазор между лезвием и анкером, который контролирует толщину стружки и эффективность измельчителя. Поверхностная шлифовка с точностью до ±0,05 мм по всей длине. Совместимые с оригинальными комплектующими замены для измельчителей Bandit, Vermeer, Morbark, Timberwolf, Schliesing, Greenmech, Jensen & Jenz.
Key Specifications
- Материалы
- Высокоуглеродистая сталь - D2/Cr12MoV - Твердосплавные наконечники TCT
- Твердость
- HRC 55-58 (стандарт) - HRC 58-62 (D2) - HRA 89-91 (TCT)
- Допуск по толщине
- ±0,05 мм
- Приложения
- Барабанные измельчители - Дисковые измельчители - Измельчители биомассы из цельного дерева
- Совместимость с OEM
- Бандит - Вермер - Морбарк - Петерсон - Допштадт - Йенц
- Регенерируемый
- Да - 8-12 циклов (сквозная закалка)
Engineering Detail
- МЕТАЛЛУРГИЯ
Сквозная закалка для максимального срока службы шлифовки
В отличие от альтернативных вариантов, закаленных в корпусе, у которых после первой переточки остается мягкая сердцевина, ножи для измельчителей Sureay подвергаются вакуумной термообработке для достижения равномерной твердости (HRC 57-62) от поверхности до сердцевины. Каждая повторная шлифовка обеспечивает кромку, идентичную новому лезвию, что дает 8-12 продуктивных рабочих циклов на одно лезвие.
- ПРОЧНОСТЬ
Устойчивость к гвоздям и загрязняющим веществам
Загрязненная древесина от сноса зданий, переработанные поддоны и городские зеленые отходы содержат скрытые гвозди, шурупы и камни. Глубокая криогенная обработка (-196°C) стабилизирует мартенситную микроструктуру, обеспечивая прочность сердцевины, необходимую для поглощения ударов металла без хрупкого разрушения кромок или растрескивания лезвия.
- КАЧЕСТВО ВЫХОДНОГО СИГНАЛА
Прецизионный скос для равномерного размера стружки
Электростанции, работающие на биомассе, и целлюлозные заводы наказывают за нестандартное распределение щепы по размерам. Каждое лезвие шлифуется с точностью ±0,05 мм и углом скоса ±0,5°, что обеспечивает постоянную геометрию стружки по всей ширине барабана или диска, соответствующую стандартам EN 17225 и TAPPI T257.
- Bandit Industries
- Vermeer
- Morbark
- Peterson Pacific
- Doppstadt
- Jenz
- CBI
- Precision Husky
- Bruks Siwertell
- Bandit
- Patriot
- Wallenstein
- Timberwolf
- Linddana
- Schliesing
- Junkkari
- Greenmech
- Jensen
- Eschlböck
- Forst
[ Knowledge Base ]
Product FAQs & Buying Guidance
Technical FAQs
01Какой материал ножей следует использовать для раскалывания чистой зеленой древесины и загрязненной древесины, предназначенной для сноса?+−
Для чистой зеленой древесины (лесное хозяйство, обслуживание деревьев, расчистка территорий) стандартная высокоуглеродистая сталь для ножей измельчителя с HRC 55-58 обеспечивает превосходный срок службы кромки при минимальных затратах на цикл повторной шлифовки. Для работы с загрязненной строительной древесиной, переработанными поддонами или городскими зелеными отходами с вбитыми гвоздями, шурупами и камнями перейдите на Cr12MoV или D2 с HRC 58-60. Матрица из карбида хрома обеспечивает 2-3-кратное увеличение срока службы кромки на абразивной сухой древесине при сохранении достаточной прочности, чтобы выдержать умеренные металлические удары. Для сильно загрязненных ручьев (железнодорожные шпалы, мусор) выбирайте лезвия с твердосплавными наконечниками TCT, которые обеспечивают на 5-10× больший срок службы, чем D2.
02Как допуск на толщину лезвия влияет на качество стружки и вибрацию барабана?+−
Толщина ножей напрямую контролирует глубину стружки и влияет на баланс барабана. Если толщина ножей в многоножевом барабане различается более чем на 0,10 мм, то более толстые ножи режут глубже и производят щепу больших размеров, а более тонкие ножи производят щепу недостаточных размеров - оба условия не соответствуют требованиям по сортировке топлива из биомассы (EN 17225-4). Кроме того, неравномерная масса ножей создает динамический дисбаланс на рабочих оборотах (1 000-2 500 об/мин), вызывая разрушительную вибрацию, которая ускоряет выход из строя подшипников и утомляет корпус барабана. Наш допуск на толщину ±0,05 мм устраняет обе проблемы.
03Какой угол скоса следует задать для раскалывания древесины твердых и мягких пород?+−
Для мягкой древесины и зеленой древесины с высоким содержанием влаги (сосна, ель, тополь) укажите угол скоса 25°-30°. Более острый включенный угол прорезает мягкую, волокнистую древесину с минимальным усилием резания и создает чистые стружечные поверхности с малым разрывом волокон. Для сухой древесины твердых пород (дуб, гикори, эвкалипт) увеличьте угол до 30°-37°, чтобы укрепить режущую кромку против высокой плотности и ударной нагрузки. Для измельчения загрязненной биомассы и целых деревьев с загрязнениями почвой и камнями выбирайте 35°-42° - более широкая фаска распределяет силу удара по более широкой режущей поверхности, предотвращая опрокидывание кромки.
04Сколько раз можно перетачивать ножи измельчителя Sureay и какова правильная процедура переточки?+−
Закаленные ножи для щепы можно перетачивать 8-12 раз до достижения минимальной безопасной толщины (обычно 60-70% от первоначальной толщины). Повторная заточка производится на шлифовальном станке с влажной поверхностью с использованием круга из оксида алюминия (зернистость 46-60) на глубину 0,02-0,05 мм за проход, чтобы предотвратить термическое повреждение термообработанной кромки. Никогда не шлифуйте ножи на сухую - локальный перегрев свыше 200°C вытягивает закалку и размягчает кромку. После шлифовки проверьте угол скоса с помощью оптического компаратора или цифрового транспортира. Мы также предлагаем профессиональные услуги по повторной заточке с повторной проверкой твердости.
05Что вызывает преждевременное сворачивание кромок на ножах измельчителя и как его предотвратить?+−
Опрокидывание кромки (режущая кромка откидывается, а не скалывается или постепенно изнашивается) указывает на то, что твердость лезвия слишком мала для исходного сырья или угол скоса слишком острый для ударной нагрузки. У стандартных ножей из углеродистой стали, обрабатывающих сухую твердую древесину, кромка не имеет достаточного твердосплавного армирования, чтобы противостоять пластической деформации. Перейдите на сталь D2 или Cr12MoV с HRC 58-62 и увеличьте угол скоса на 3°-5°. Также проверьте зазор между контрножами: чрезмерный зазор (> 1,5 мм) заставляет лезвие ломать древесину на изгиб, а не на срез, что значительно увеличивает нагрузку на кромку.
06Нужно ли заменять контрнож (наковальню) при установке новых ножей для измельчителя?+−
Контрнож следует проверять при каждой замене ножей дробилки. Изношенный контрнож с закругленной или сколотой кромкой вынуждает новые ножи работать с несоответствующим зазором, что сокращает срок их эффективной службы на 30-50% и приводит к низкому качеству щепы. Заменяйте или перешлифовывайте контрнож, если на режущей кромке заметно закругление более 1,0 мм или скол более 0,5 мм. Мы поставляем подходящие контрножи, изготовленные из стали D2 или марганцовистой стали, в виде интегрированных комплектов с предварительно проверенным зазором.
07На какое распределение размеров щепы следует ориентироваться при производстве топлива из биомассы и поставках на целлюлозный завод?+−
Электростанции, работающие на биомассе, обычно требуют щепу размером 3-50 мм (EN 17225-4 Class P31s или P45s) с менее чем 5% мелких частиц (< 3 мм) и менее 1% сверхкрупных (> 63 мм). Целлюлозные заводы требуют более жестких спецификаций в соответствии с TAPPI T257: обычно 80 % приемки в диапазоне 7-25 мм со строгими ограничениями на штифтовую стружку и чрезмерно толстые куски. Для достижения этих требований требуется постоянная толщина лезвия (±0,05 мм), правильный угол скоса, надлежащий зазор между контрножами (0,5-1,0 мм) и равномерная скорость вращения барабана. Мы можем порекомендовать оптимальную геометрию ножа для ваших целей.
Why Choose Sureay
01Вы торговая компания или прямой производитель?+−
Мы являемся 100% прямым OEM-производителем, основанным в 2008 году. Покупая у Sureay, вы минуете наценки посредников и общаетесь напрямую с инженерами, которые куют и шлифуют ваши лезвия.
02Можете ли вы поставить ножи для моей конкретной модели дробилки, если она не указана в ваших стандартных размерах?+−
Да. Пришлите нам образец имеющегося ножа, технический чертеж или марку и номер модели вашей дробилки. Мы подтвердим длину, ширину, толщину, угол скоса и расположение отверстий под болты и изготовим точную замену. Мы поддерживаем обширную базу данных чертежей ножей для дробилок OEM для платформ Bandit, Vermeer, Morbark, Peterson, Doppstadt, Jenz и CBI. Нестандартные размеры изготавливаются по чертежам в течение 10-15 рабочих дней.
03Чем термическая обработка от Sureay отличается от более дешевых альтернатив?+−
В отличие от стандартных закалочно-темперированных процессов, каждый нож для щепы Sureay подвергается вакуумной закалке с последующей глубокой криогенной обработкой при температуре -196°C. Криогенная обработка превращает сохранившийся аустенит в стабильный мартенсит, повышая износостойкость на 40 % и обеспечивая равномерную твердость от поверхности до сердцевины. Это означает, что при каждой повторной заточке используется сталь одинакового качества - дешевые клинки часто имеют более мягкую сердцевину после первой повторной заточки, что вдвое сокращает срок службы кромки при последующих циклах заточки.
04Осуществляете ли вы доставку по всему миру и как долго это занимает?+−
Да, мы экспортируем продукцию в более чем 50 стран. Стандартные сменные ножи для измельчителей OEM со складскими размерами обычно доставляются в течение 48-72 часов. Нестандартные профили и лезвия с твердосплавными наконечниками TCT доставляются в течение 10-15 рабочих дней. Мы напрямую сотрудничаем с DHL, FedEx и международными морскими экспедиторами для надежной доставки от двери до двери.
05Какие сертификаты качества имеет Sureay, и можете ли вы предоставить отчеты об испытаниях материалов?+−
Sureay сертифицирована по стандарту ISO 9001:2015. Каждая партия включает отчет о проверке твердости по Роквеллу HRC, протокол контроля размеров (толщина, угол скоса, расположение отверстий под болты) и сертификат партии термическая обработка. Для крупносерийного производства биомассы, требующего полной прослеживаемости, по запросу предоставляются сертификаты состава сталелитейного завода и отчеты КИМ о размерах.
06Можем ли мы опробовать пробный набор, прежде чем принять решение о полном заказе?+−
Да. Мы предлагаем наборы образцов (обычно 2-4 лезвия) для проверки посадки на станке и сравнения срока службы кромки с вашим текущим поставщиком. Стандартное время изготовления образцов составляет 5-7 рабочих дней. Для лезвий с твердосплавными наконечниками TCT срок изготовления образцов составляет 10-12 рабочих дней.
Свяжитесь с нашей командой
Свяжитесь с нашими инженерами
Свяжитесь с нашей командой
Обсудите ваши требования непосредственно с нашими инженерами.
Запрос Цитировать
Наша команда инженеров отвечает на запросы в течение 24 часов.