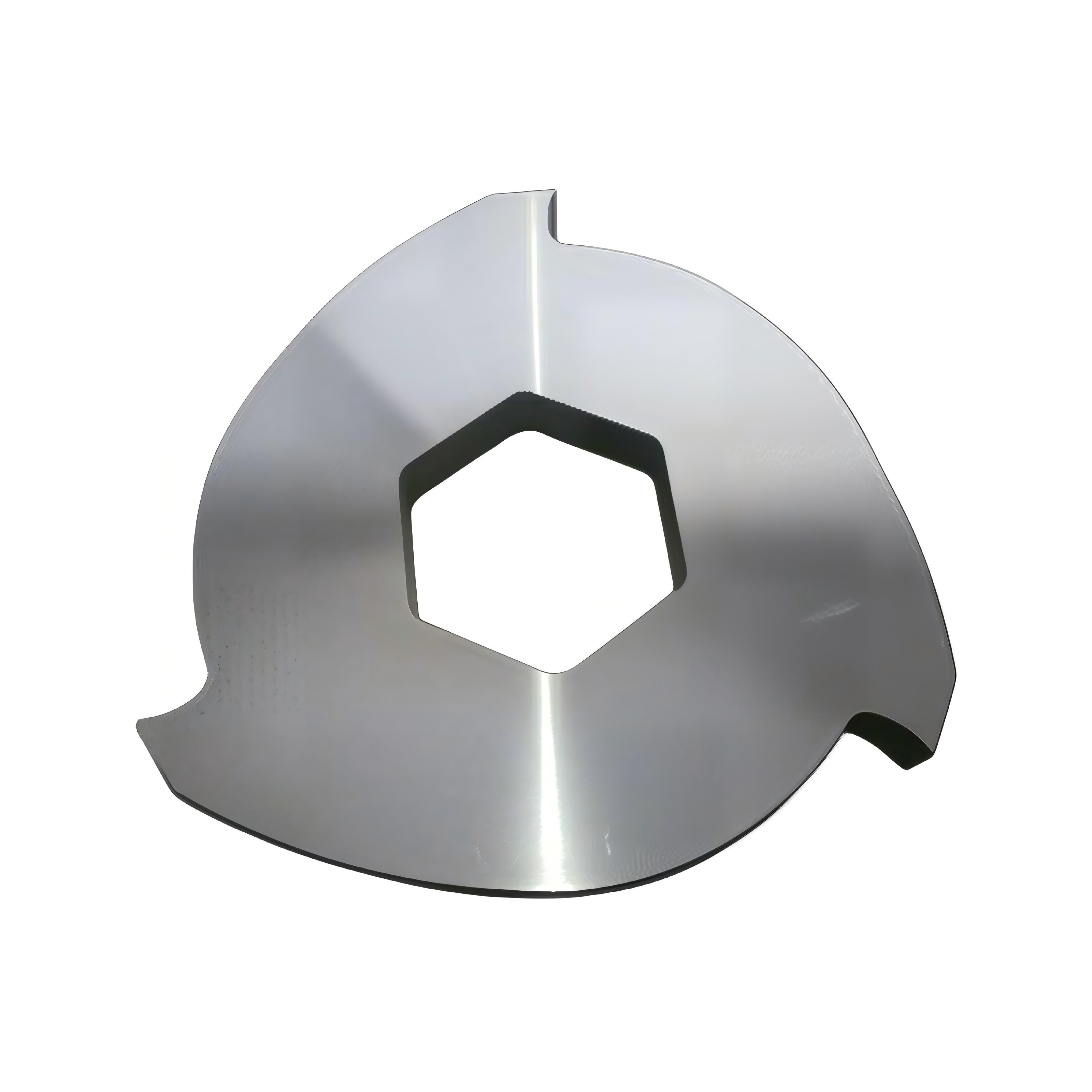
Lames de déchiqueteuse et inserts de coupe
ZGTR0zGTR à usage intensif pour les lignes de recyclage du plastique, du métal, des pneus et des batteries.
Obtenir un devisLames de déchiqueteuse Configurations
ZGTR0zGTR à usage intensif pour les lignes de recyclage du plastique, du métal, des pneus et des batteries.
 Recycling
RecyclingLames de déchiquetage à double arbre
D2 (1.2379), SKD11, 42CrMo
10 mm – 150 mm
Fabriqué sur commande · Compatible OEM
 Metal Processing
Metal ProcessingLames de déchiqueteuse en métal
H13 (AISI H13 / 1.2344), 42CrMo (AISI 4140)
40 mm – 150 mm (Heavy Duty)
Fabriqué sur commande · Compatible OEM
 New Energy
New EnergyLames pour le recyclage des piles
±0.02 mm Thickness Parallelism
HRC 54–58
Fabriqué sur commande · Compatible OEM
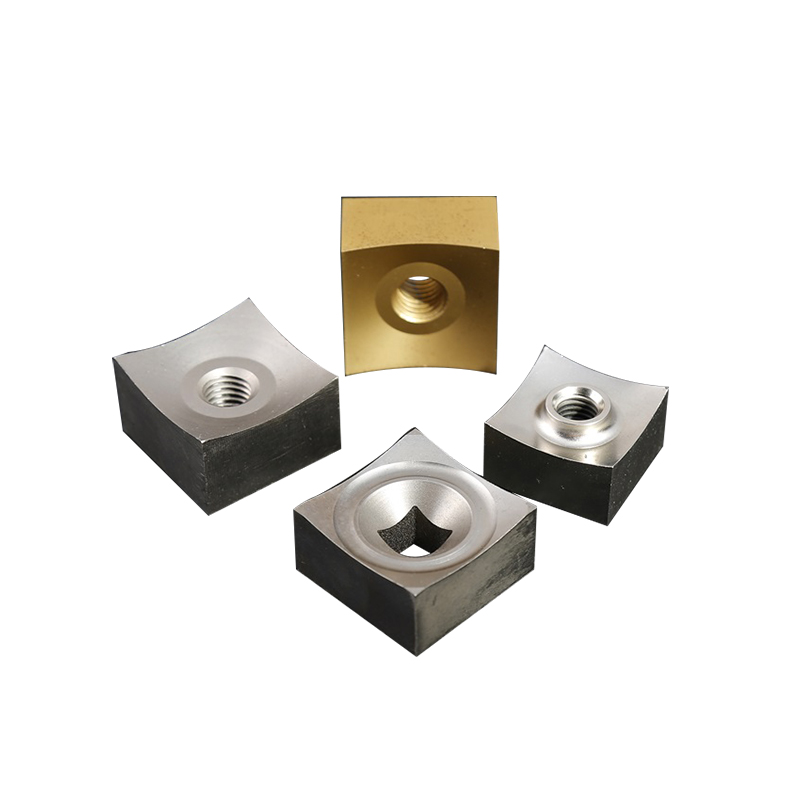 Recycling
RecyclingInserts pour rotors à arbre unique
DC53, D2 (1.2379), Cr12MoV, 42CrMo
HRC 58–62 (Cryogenically Stabilized)
Fabriqué sur commande · Compatible OEM

Spécifications clés
- Matériaux
- D2 - SKD11 - Cr12MoV
- Dureté
- 58-62 HRC
- Traitement thermique
- Cryogénie + vide
- Plates-formes
- Arbre double - Arbre simple
- Applications
- Plastique - Métal - Pneu - Batterie
- En forme
- Remplacement de l'OEM
Détail technique
- INGÉNIERIE
Profil du crochet optimisé par FEA
La géométrie du crochet a été conçue par analyse des éléments finis afin d'éliminer les concentrateurs de contraintes. les configurations à 3 griffes, 8 griffes et 12 griffes fournissent la force de préhension correcte pour chaque type de matière première.
- PRÉCISION
Alésages de précision par électroérosion à fil
Tous les alésages de montage sont découpés par Wire-EDM à ±0,01 mm, ce qui garantit un ajustement sans jeu qui élimine les micro-rotations qui causent des dommages à l'arbre et l'allongement de l'alésage.
- METALLURGIE
Traitement cryogénique profond
Le traitement cryogénique de post-durcissement à -196°C élimine l'austénite retenue, stabilisant la microstructure de martensite pour une résistance à l'usure jusqu'à 40% plus élevée sans réduire la ténacité.
- WEIMA®
- UNTHA®
- Vecoplan®
- SSI Shredding Systems®
- Lindner®
- Erdwich®
- BRT Hartner®
- ZERMA®
- Shred-Tech®
- Arjes®
- Forus®
- SSI Shredding®
- Bano®
- Hammel®
- Rapid Granulator®
- Neue Herbold®
- Getecha®
- Cumberland Engineering®
- Conair®
- Wittmann Battenfeld®
- Granutech-Saturn Systems®
- Eldan Recycling®
- Eco Green Equipment®
- American Pulverizer®
Toutes les marques et appellations commerciales sont la propriété de leurs détenteurs respectifs et sont utilisées uniquement à titre de référence de compatibilité machine. Sureay n'est affiliée à ces fabricants ni approuvée par eux.
[ Base de connaissances ]
FAQ produit et conseils d'achat
FAQ techniques
01Comment choisir entre les lames à 3 griffes, à 8 griffes et à 12 griffes ?+−
Le nombre de griffes contrôle directement la fréquence de saisie de la lame et la taille des particules en sortie. les lames à 3 griffes (3C) sont conçues pour le broyage primaire à couple élevé de produits volumineux (palettes en bois et grands conteneurs en PEHD), où la géométrie agressive des crochets assure un maximum de mordant. les lames à 8 griffes (8C) constituent la norme générale pour les déchets solides mélangés, les balles de plastique et les déchets postindustriels. les configurations à 12 griffes (12C) produisent des particules plus fines à partir de matières premières plus légères telles que les plastiques ménagers rigides et les emballages.
02Pourquoi Sureay utilise-t-il l'électroérosion par fil pour les alésages intérieurs au lieu du brochage ?+−
Le brochage standard crée des tolérances dimensionnelles de ±0,1-0,2 mm et introduit des contraintes de surface résiduelles dans la paroi de l'alésage. Au fil des millions de cycles du rotor, cet espace permet un micro-rochetage - un allongement progressif de l'alésage qui finit par détruire l'arbre du rotor. L'électroérosion à fil de précision usine les alésages avec une précision de ±0,01 mm et une surface de coupe sans contrainte, éliminant ainsi le jeu à l'origine du micro-rochetage.
03Comment choisir entre D2, SKD11 et 42CrMo pour le broyage de plastique contaminé ou de déchets solides municipaux ?+−
D2 (1.2379) est adapté aux balles de plastique post-consommation avec des salissures résiduelles et des traces de contamination. Passez au SKD11 lorsque votre matière première comprend des plastiques techniques renforcés de verre (PA66-GF30, ABS) mélangés à des flux contaminés. Choisissez le 42CrMo pour le bois ou la ferraille industrielle présentant un risque élevé de contamination métallique - son absorption plus élevée de l'énergie d'impact empêche une fracture fragile en cas d'impact avec le métal.
04Quelle est la fréquence d'indexation ou de remplacement des lames de broyeur à double arbre sur une ligne de recyclage en continu ?+−
Sur une ligne continue de 16 heures traitant du PEHD et du PP post-consommation, planifiez la première indexation entre 400 et 600 heures de fonctionnement avec D2, et entre 600 et 800 heures avec SKD11 sur des matières premières propres. Les flux contaminés ou chargés de verre réduisent ces intervalles de 30 à 40 %. Il est recommandé de procéder à une indexation à tonnage fixe plutôt que d'attendre l'arrondi visible des bords.
05Fournissez-vous des contre-couteaux et des tamis de calibrage en tant que système d'outillage complet ?+−
Oui. Nous fabriquons des contre-couteaux stationnaires assortis et des tamis de calibrage perforés en tant que système complet d'outillage de broyage à deux arbres. La fourniture de lames de rotor et de contre-couteaux provenant du même cycle de broyage garantit un jeu de cisaillement constant sur l'ensemble de l'interface entre le rotor et le lit de broyage.
Pourquoi choisir Sureay
01Êtes-vous une société commerciale ou un fabricant direct ?+−
Nous sommes un fabricant OEM 100% direct établi en 2008. Lorsque vous achetez chez Sureay, vous évitez les majorations des intermédiaires et communiquez directement avec les ingénieurs qui forgent et affûtent vos lames.
02Qu'est-ce qui différencie le traitement thermique de Sureay des autres produits moins chers ?+−
Contrairement à la trempe standard à cycle unique, chaque lame de broyeur Sureay subit une trempe sous vide suivie de 4 à 5 cycles de trempe et d'un traitement cryogénique profond à -196°C. Cela permet de stabiliser la microstructure martensitique complète et d'augmenter la résistance à l'usure jusqu'à 40 %.
03Faites-vous des livraisons dans le monde entier et combien de temps cela prend-il ?+−
Oui, nous exportons vers plus de 50 pays. Les lames de remplacement OEM standard sont généralement expédiées sous 48 heures. Les profils personnalisés prennent 10 à 15 jours ouvrables. Nous travaillons en partenariat direct avec DHL, FedEx et des transitaires maritimes internationaux pour une livraison fiable de porte à porte.
04Quelles sont les certifications de qualité de Sureay ?+−
Sureay est certifié ISO 9001:2015. Chaque expédition comprend un rapport d'essai de dureté Rockwell HRC, un rapport d'inspection dimensionnelle et un certificat de lot traitement thermique. Pour la qualification OEM, des rapports dimensionnels CMM complets et des certificats d'aciérie sont disponibles sur demande.
05Est-il possible de tester un échantillon avant de s'engager dans une commande de production complète ?+−
Oui. Nous proposons des jeux d'échantillons (généralement 2 à 5 lames) pour vérifier l'adaptation à la machine et tester la durée de vie des arêtes. Le délai de livraison des échantillons est de 5 à 7 jours ouvrables.
Contacter notre équipe
Contactez nos ingénieurs
Contacter notre équipe
Discutez de vos besoins directement avec nos ingénieurs.
Demande de devis
Notre équipe d'ingénieurs répond dans les 24 heures.