
Corrosion-Resistant Log Saw Blades for Nonwoven & Hygiene Converting
Nonwoven Converting Blades
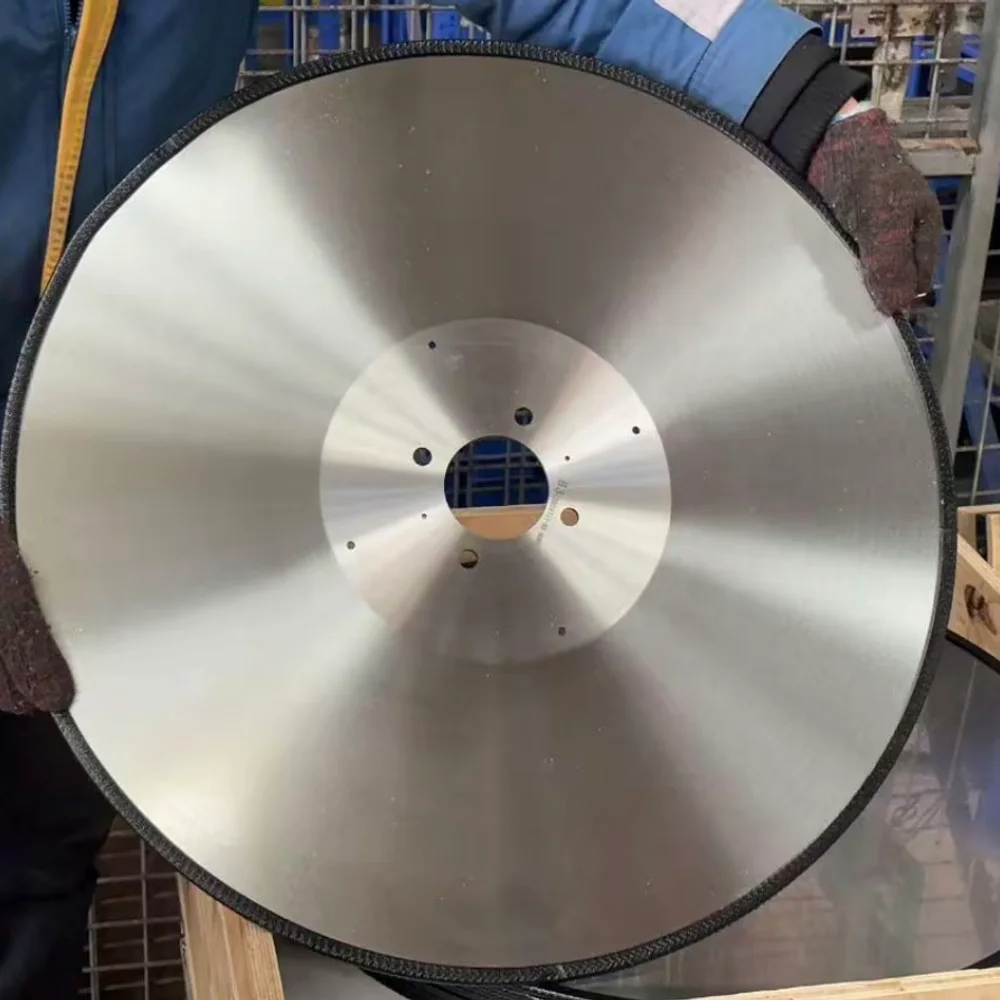
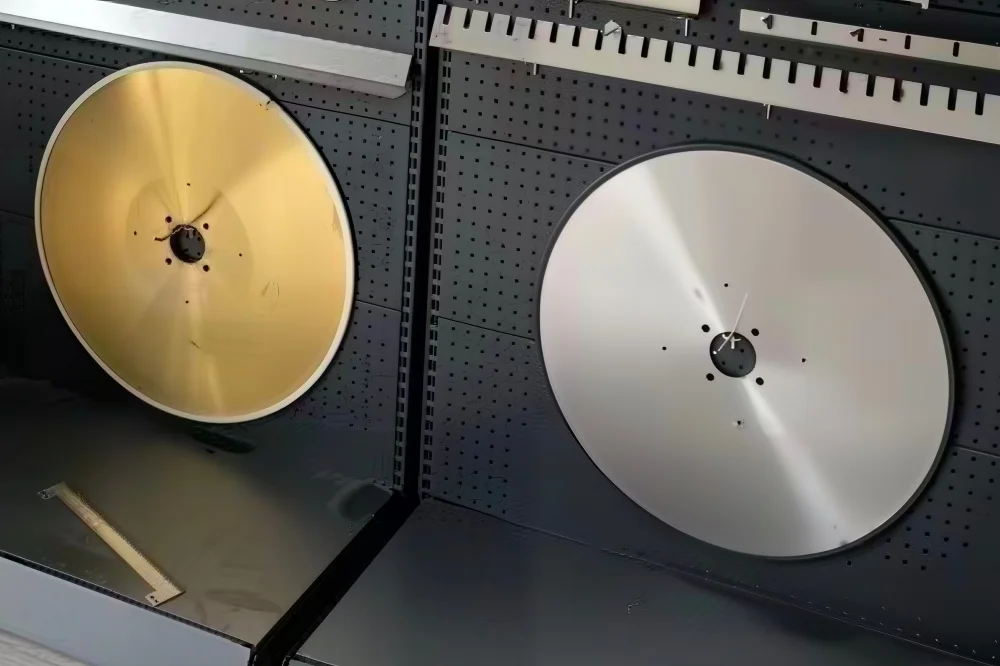
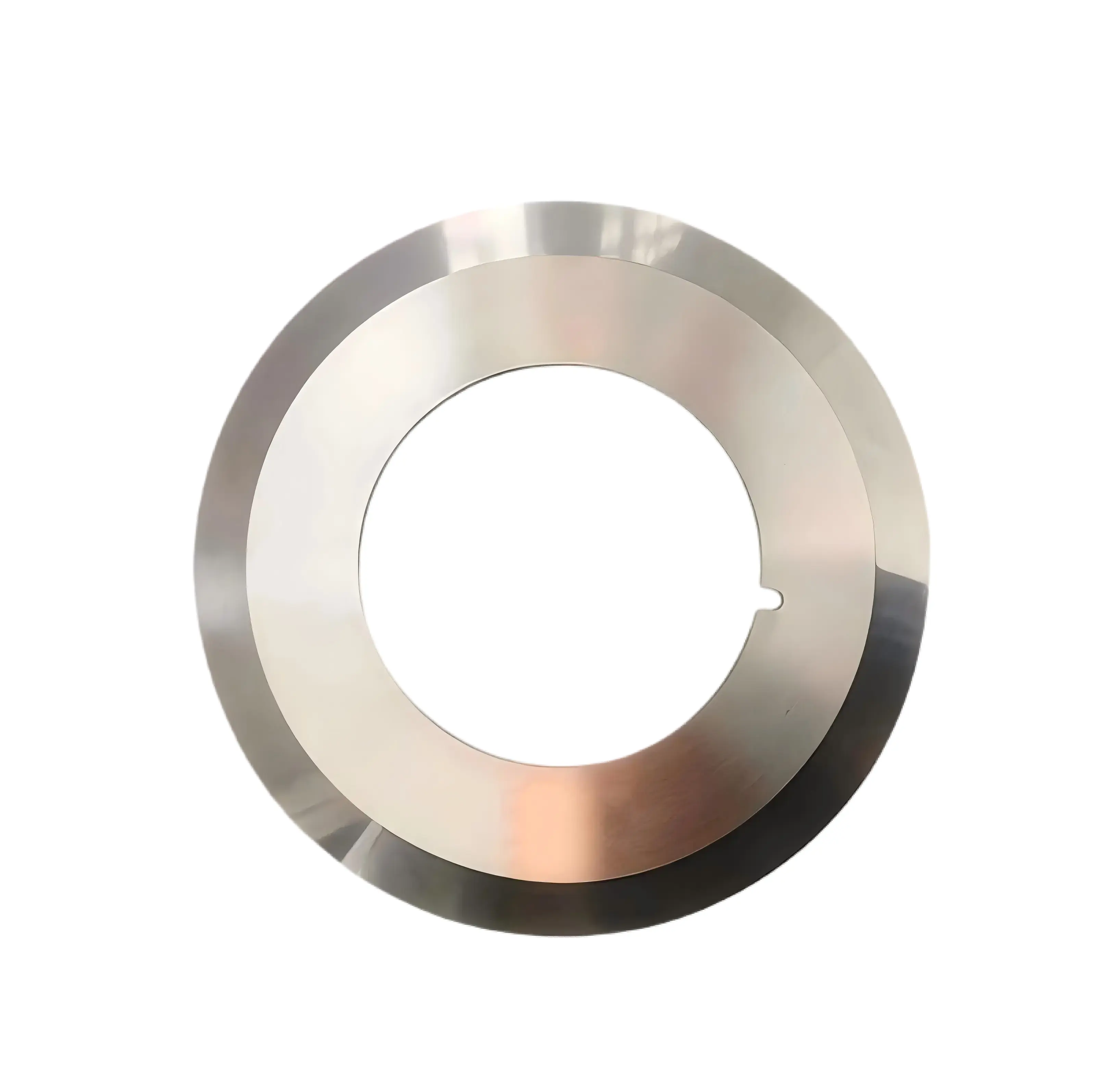
Log saw blades engineered for nonwoven and hygiene converting lines — baby wipes, wet wipes, feminine hygiene, and adult incontinence rolls. D2 tool steel with corrosion-resistant TiN or hard chrome coating resists alcohol-based solutions, lotions, and surfactants. Micro-ground to ≤0.15 mm lateral runout for fraying-free cuts on spunbond, meltblown, SMS, and airlaid substrates. Compatible with Fameccanica, GDM, Curt G. Joa, and Zuiko converting lines. Custom diameters in 10 working days.
- ■Material: D2 (1.2379) — HRC 58–60
- ■Applications: Baby Wipes, Wet Wipes, Femcare, Adult Incontinence Rolls
■ ISO 9001:2015 Certified
■ In-House Heat Treatment
■ Strict Dimensional Tolerances
■ Global Door-to-Door Delivery
[ Engineering Reference ]
Decisive Specifications
| Material | D2 (1.2379) — HRC 58–60 |
|---|---|
| Coating Options | TiN PVD | Hard Chrome | Uncoated |
| Lateral Runout | ≤0.15 mm (CMM-verified) |
| Edge Runout | ≤0.10 mm |
| Diameter Range | Ø350 mm – Ø700 mm (custom to drawing) |
| Applications | Baby Wipes, Wet Wipes, Femcare, Adult Incontinence Rolls |
■ All values verified via CMM inspection · ISO 9001:2015
[ RFQ Prompt ]
Need a Specific Size or OEM Replacement?
Don't see your exact specs? Send us a blueprint, a worn sample, or just your machine model. Our team will review the details and provide a tailored quotation.
[ Standard Reference ]
Common Standard Dimensions
| Machine Platform / Product Format | Outer Diameter (mm) | Bore / ID (mm) | Thickness (mm) |
|---|---|---|---|
| Baby Wipe / Wet Wipe (short log) | 400 | To drawing | 3.80 |
| Baby Wipe / Wet Wipe (standard log) | 450 | To drawing | 4.00 |
| Femcare / Sanitary Napkin Roll | 500 | To drawing | 4.00 |
| Adult Incontinence / Large Format | 550 | To drawing | 4.76 |
| Industrial / Canister Wipe Roll | 600 | To drawing | 4.76 |
| Custom / OEM to Drawing | Ø350–700 | To drawing | 3.80–6.00 |
[ OEM Compatibility ]
Compatible Machine Brands
® Registered trademarks are property of their respective owners. Sureay supplies compatible replacement blades — not OEM-branded parts.
[ Technical Audit ]
Engineering Advantages
TiN & Hard Chrome for Chemical Resistance
Wet wipe and hygiene converting lines run continuous exposure to alcohols, surfactants, and preservatives that corrode bare tool steel edges within weeks. Our TiN PVD coating (HV 2300+) and hard chrome plating create a chemically inert barrier, blocking ingress at the cutting edge and extending the clean-running interval between regrinding cycles.
Synthetic-Fibre Bevel Profile
Spunbond, meltblown, and SMS webs deflect elastically ahead of a tissue-spec bevel, causing visible fibre fraying on the cut face. We apply a steeper primary bevel (25°–35°) with a compound secondary relief that initiates clean fibre separation on first contact — eliminating the stringing and edge densification that drives packaging line rejects.
≤0.15 mm Runout for Fraying-Free Cuts
Nonwoven logs are softer and more compressible than tissue logs. Any lateral blade wobble translates directly into a compressed, ragged cut face rather than a clean shear plane. Every blade is tension-leveled and CMM-verified to ≤0.15 mm lateral runout before dispatch, ensuring the blade enters the log at a consistent angle on every stroke.
[ System Inventory ]
Related Blade Categories
View All →
[ Knowledge Base ]
Product FAQs & Buying Guidance
Technical FAQs
01Why do my blades corrode quickly on our wet wipe converting line?+−
Wet wipe lines continuously expose blades to preservatives (phenoxyethanol), surfactants, and alcohol-based solutions at elevated humidity. Bare D2 tool steel develops micro-pitting at the cutting edge within weeks under these conditions, accelerating wear and creating a particulate contamination risk. The solution is a corrosion-resistant surface treatment: TiN PVD coating (2–3 µm, HV 2300+) provides a chemically inert barrier against alcohol and surfactant ingress, while hard chrome plating seals surface micro-pores against cleaning agent penetration during washdown cycles.
02My blades are leaving frayed, stringy cut edges on spunbond nonwoven logs. What is causing this?+−
Fraying on spunbond PP or SMS substrates is caused by two factors: incorrect bevel geometry and/or excessive lateral runout. Synthetic fibres are elastic — they deflect ahead of a shallow tissue-spec bevel (15°–25°) instead of shearing cleanly. Nonwoven substrates require a steeper primary bevel (25°–35°) to concentrate cutting force at the fibre contact point. Additionally, lateral runout above 0.20 mm causes the blade to compress the log rather than shear it, producing ragged edges. Our nonwoven blades are CMM-verified to ≤0.15 mm lateral runout and ground with a compound bevel profile optimised for synthetic fibre.
03Can you supply blades compatible with Fameccanica or GDM hygiene converting machines?+−
Yes. We manufacture to customer drawing or sample for Fameccanica, GDM, Curt G. Joa, Zuiko, and Chinese domestic OEM platforms. Bore diameter, drive-pin hole pattern, OD, and thickness are all customisable. Send us your OEM drawing or a worn blade sample and we will provide a dimensional confirmation and first-article sign-off before full production.
04What is the difference between TiN coating and hard chrome plating for hygiene blades?+−
TiN PVD (titanium nitride) is a thin, extremely hard coating (2–3 µm, HV 2300+) applied in a vacuum chamber. It provides an inert barrier against chemical corrosion, adds surface hardness that resists micro-abrasion from SAP particles in absorbent core lines, and extends edge service intervals. Hard chrome is a thicker electrodeposited layer (20–30 µm) that offers excellent corrosion resistance in high-humidity environments and reduces friction coefficient against synthetic fibre webs. For wet wipe lines with aggressive chemistry, TiN is the preferred option. For dry or semi-dry nonwoven lines in high-humidity mill environments, hard chrome is cost-effective.
05Do these blades work with in-line CBN sharpening systems on nonwoven lines?+−
Most nonwoven hygiene converting log saws do not use continuous in-line CBN sharpening systems (unlike tissue lines). Blades are typically replaced on a scheduled interval rather than continuously dressed. However, if your line does use in-line CBN grinding, our D2 blades hardened to HRC 58–60 are compatible with standard CBN wheel specifications. The TiN coating will be removed by CBN contact at the cutting edge, which is normal — the protective benefit applies to the blade body, not the actively sharpened edge zone.
Why Choose Sureay
01Are you a manufacturer or a trading company?+−
Direct manufacturer. We forge, grind, coat, and quality-inspect every blade in-house at our 15,000 m² facility in Ma'anshan, Anhui Province, under ISO 9001:2015 certification. You communicate directly with the production engineers who made your blades — no reseller markup.
02Can you reverse-engineer a blade from a worn sample or OEM drawing?+−
Yes. Send us your worn blade or OEM dimensional drawing and we will produce a CMM measurement report and dimensional confirmation before committing to production. First-article inspection reports are available on request for new tooling projects.
03What is the minimum order quantity and lead time?+−
Minimum order is typically 2–5 blades depending on diameter. Standard lead time is 10 working days from drawing sign-off. Rush orders can be accommodated — contact us with your timeline.
Reach Our Team
Get in Touch with Our Engineers
Contact Our Team
Discuss your requirements directly with our engineers.
Request a Quote
Our engineering team responds within 24 hours.