High-Speed Rotary Slitter Knives & Circular Cutting Blades for Paper, Tissue & Corrugated Converting
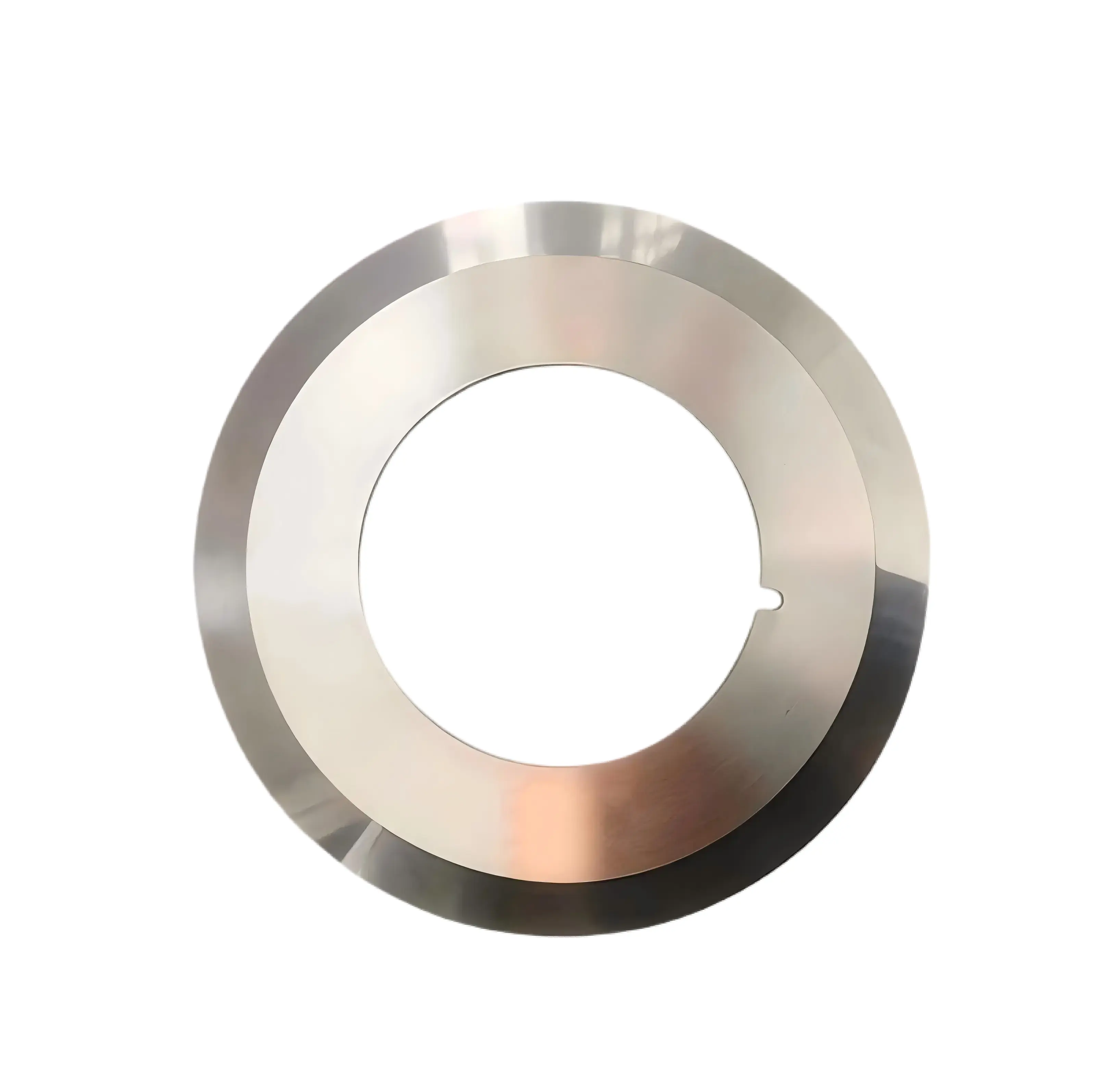
Paper Slitter Knives
Precision-ground circular slitter knives for high-speed paper, tissue, and corrugated converting lines. Matched top/bottom shear pairs manufactured from D2, M2 HSS, or 52100 steel to ±0.002mm thickness tolerance. Optimized for clean fiber cuts on tissue logs, kraft paper, and corrugated board at speeds up to 600 m/min.
- ■Material: D2 Tool Steel, M2 HSS, 52100 Bearing Steel
- ■Application: Tissue & Sanitary Paper, Kraft Paper, Corrugated Board, Coated Papers, Newsprint
■ ISO 9001:2015 Certified
■ In-House Heat Treatment
■ Strict Dimensional Tolerances
■ Global Door-to-Door Delivery
[ Engineering Reference ]
Decisive Specifications
| Material | D2 Tool Steel, M2 HSS, 52100 Bearing Steel |
|---|---|
| Hardness | HRC 58–64 (grade dependent) |
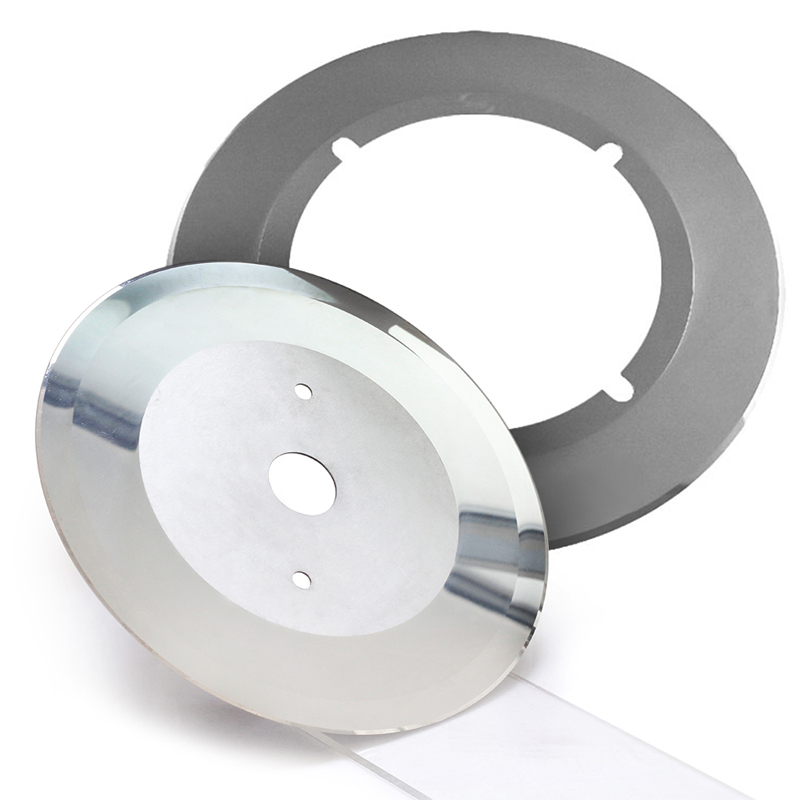
| Cutting Styles | Shear Slitting (matched pairs), Crush Cutting (anvil pairs) |
| Surface Finish | Ra 0.2–0.4μm (precision ground) |
| Tolerance | Thickness: ±0.002mm | Runout: ≤0.02mm |
| Application | Tissue & Sanitary Paper, Kraft Paper, Corrugated Board, Coated Papers, Newsprint |

■ All values verified via CMM inspection · ISO 9001:2015
[ RFQ Prompt ]
Need a Specific Size or OEM Replacement?
Don't see your exact specs? Send us a blueprint, a worn sample, or just your machine model. Our team will review the details and provide a tailored quotation.
[ Standard Reference ]
Common Standard Dimensions

| Blade Type | Outer Diameter | Inner Diameter | Thickness |
|---|---|---|---|
| Top Blade (Shear) | 75 mm | 45 mm | 1.0 / 1.2 mm |
| Bottom Anvil | 70 mm | 45 mm | 10 / 8 mm |
| Top Blade (Shear) | 100 mm | 32 mm | 1.2 mm |
| Bottom Anvil | 80 mm | 60 mm | 20 / 16 mm |
| Top Blade (Tissue) | 150 mm | 80 mm | 1.5 mm |
| Bottom Anvil | 108 mm | 80 mm | 20 / 18 mm |
[ OEM Compatibility ]
Compatible Machine Brands
® Registered trademarks are property of their respective owners. Sureay supplies compatible replacement blades — not OEM-branded parts.
[ Technical Audit ]
Engineering Advantages
Paper-Optimized Alloy Selection
Paper fibers contain abrasive mineral fillers (calcium carbonate, kaolin, titanium dioxide) that rapidly dull standard knife steels. Our D2 and M2 HSS grades are specifically heat-treated for paper converting applications, delivering 40–60% longer edge life than general-purpose slitter knives on coated and filled paper substrates.
Controlled Shear Clearance for Fiber-Dust-Free Cuts
Matched top/bottom shear pairs are pre-verified to tissue-grade clearance specifications (0.02–0.05mm for ultra-thin tissue, 0.05–0.10mm for kraft paper). This controlled clearance shears cleanly through cellulose fiber bundles without tearing or generating airborne fiber dust that contaminates rewinding stations and degrades product quality.
[ System Inventory ]
Related Blade Categories
View All →

[ Knowledge Base ]
Product FAQs & Buying Guidance
Technical FAQs
01What material grade should I use for high-speed tissue converting at 500 m/min?+−
Specify M2 high-speed steel at HRC 62–64 for tissue converting above 400 m/min. The molybdenum and tungsten carbides in M2 maintain edge geometry under the thermal cycling generated by ultra-high-speed cutting, delivering 2–3× longer campaign life than D2 on lightweight tissue grades (12–18 GSM).
02How do I prevent fiber dust contamination at the slit edge?+−
Fiber dust is primarily caused by excessive shear clearance (>0.10mm on tissue) or rough blade surface finish (Ra >0.6μm) that tears fiber bundles rather than shearing cleanly. Specify matched shear pairs with pre-verified clearance (0.02–0.05mm for tissue, 0.05–0.10mm for kraft paper) and Ra ≤0.4μm surface finish. This reduces airborne dust by 60–70% compared to standard industrial knife grades.
03Should I use shear slitting or crush cutting for corrugated board converting?+−
For corrugated board (B/C/E flute), crush cutting against a grooved anvil roll is the standard method. The anvil blade compresses and fractures the paper fibers cleanly without requiring precise shear clearance maintenance. Shear slitting is reserved for lightweight coated papers and tissue where fiber pull must be minimized. For corrugated applications above 200 m/min, specify tungsten carbide anvil blades to resist the compressive wear from multi-ply board stock.
04How often should paper slitter knives be reground, and how many regrinds are possible?+−
Paper slitter knives on tissue converting lines (400–600 m/min) typically require regrinding every 40–60 operating hours due to the high cutting speeds and abrasive mineral fillers in tissue paper. For kraft paper and board converting (200–300 m/min), the regrind interval extends to 80–120 hours. M2 HSS and D2 knives can be reground 4–6 times before the OD falls below minimum operational diameter. We offer a regrinding service with hardness re-verification and CMM dimensional check included.
05What causes uneven slit edge quality across the full width of the paper web?+−
Uneven slit quality (clean cut on one side, fiber pull on the other) indicates uneven blade mounting or differential thermal expansion across the arbor. Verify that all knives on the arbor are ground to ±0.002mm thickness tolerance and that the arbor shaft runout is ≤0.02mm T.I.R. Thermal expansion can be mitigated by using matched metallurgy (all D2 or all M2) across the full knife set, ensuring uniform thermal expansion coefficients during high-speed operation.
Why Choose Sureay
01Can Sureay supply knives compatible with our existing Atlas Converting or Kampf slitter/rewinder?+−
Yes. Send us your current knife sample or machine model number. We will confirm OD, ID, bore profile, and blade thickness, and supply direct-replacement knives manufactured to OEM specifications. Custom groove patterns for anvil rolls are available for specific corrugated and board converting applications.
Reach Our Team
Get in Touch with Our Engineers
Contact Our Team
Discuss your requirements directly with our engineers.
Request a Quote
Our engineering team responds within 24 hours.