
Product Catalogue — Industrial Blades
Industrial
Blades &
Cutting Tools
Premium alloy steel blades for recycling, paper, and converting industries — engineered for maximum wear resistance and extended service life.
 OEM Available
OEM AvailableFilm & Tape Slitter Knives
Precision Rotary Slitter Knives for Film, Tape & Flexible Packaging Converting
 OEM Available
OEM AvailablePaper Slitter Knives
High-Speed Rotary Slitter Knives & Circular Cutting Blades for Paper, Tissue & Corrugated Converting
 OEM Available
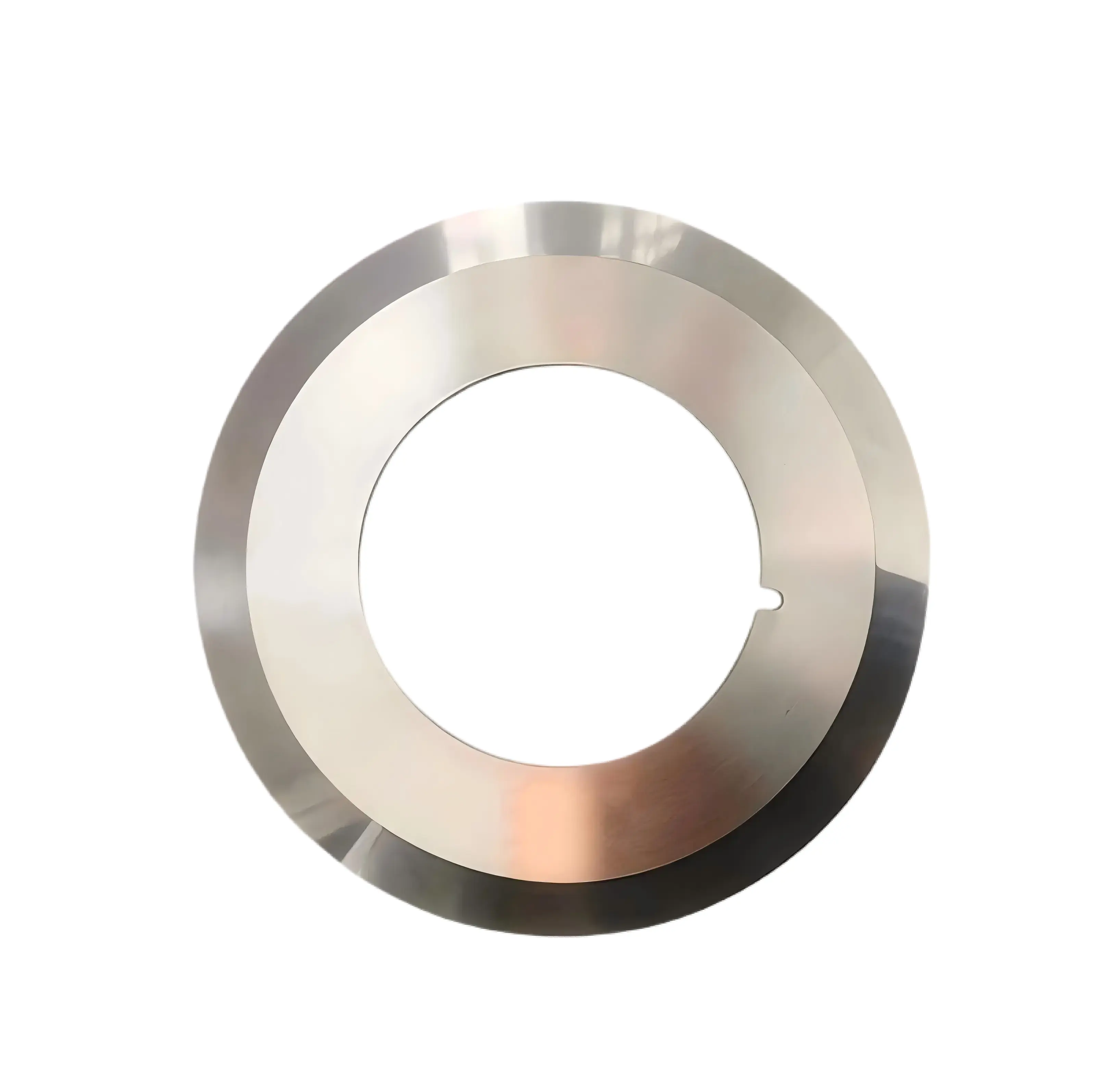
OEM AvailableMetal Strip Slitter Knives
Precision Rotary Slitter Knives for Metal Strip, Coil & Thin-Gauge Foil Slitting
 OEM Available
OEM AvailableShredder Blades
Heavy-Duty D2/SKD11 Twin Shaft Claw Blades for Plastic, MSW & Wood Recycling
 OEM Available
OEM AvailableMetal Shredder Blades
High-Impact Multi-Shaft Blades for Scrap Metal, ELV & E-Waste
 OEM Available
OEM AvailableShredder Blades
Precision Twin Shaft Shredder Blades for Li-Ion Battery Recycling
 OEM Available
OEM AvailableTissue Paper Blades
Premium Circular Log Saw Blades for Tissue & Towel Converting
 OEM Available
OEM AvailablePaper Cutting Blades
Premium Guillotine Paper Cutter Blades (HSS & TCT)
 OEM Available
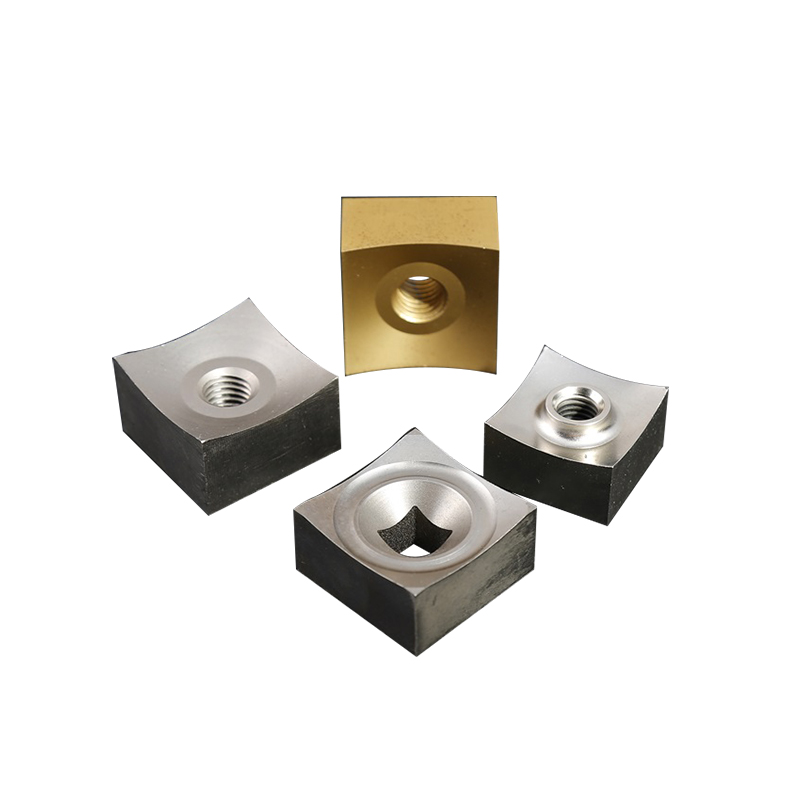
OEM AvailableSingle Shaft Rotor Inserts
High-Impact Single Shaft Shredder Rotor Inserts (Crown Cutters)
 OEM Available
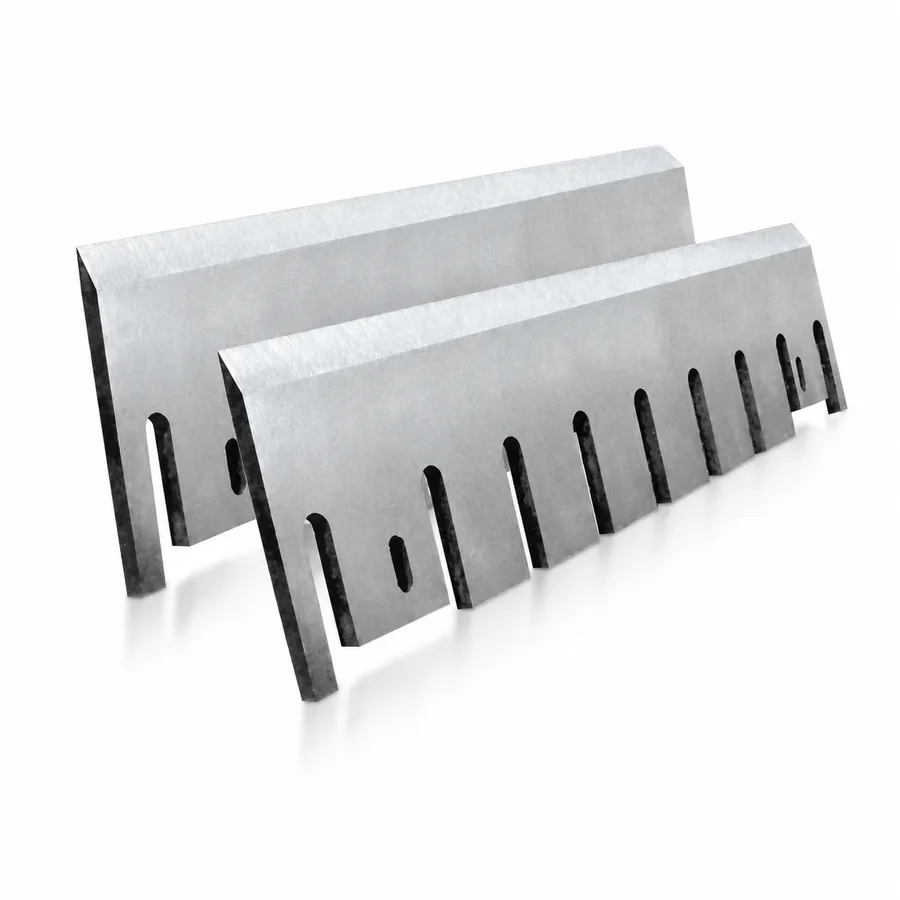
OEM AvailableSingle Shaft Bed Knives
Single Shaft Shredder Bed Knives (Stator Knives)
 OEM Available
OEM AvailableGranulator Blades
Industrial Plastic Crusher & Granulator Knives for PET, PVC & PP Recycling
 OEM Available
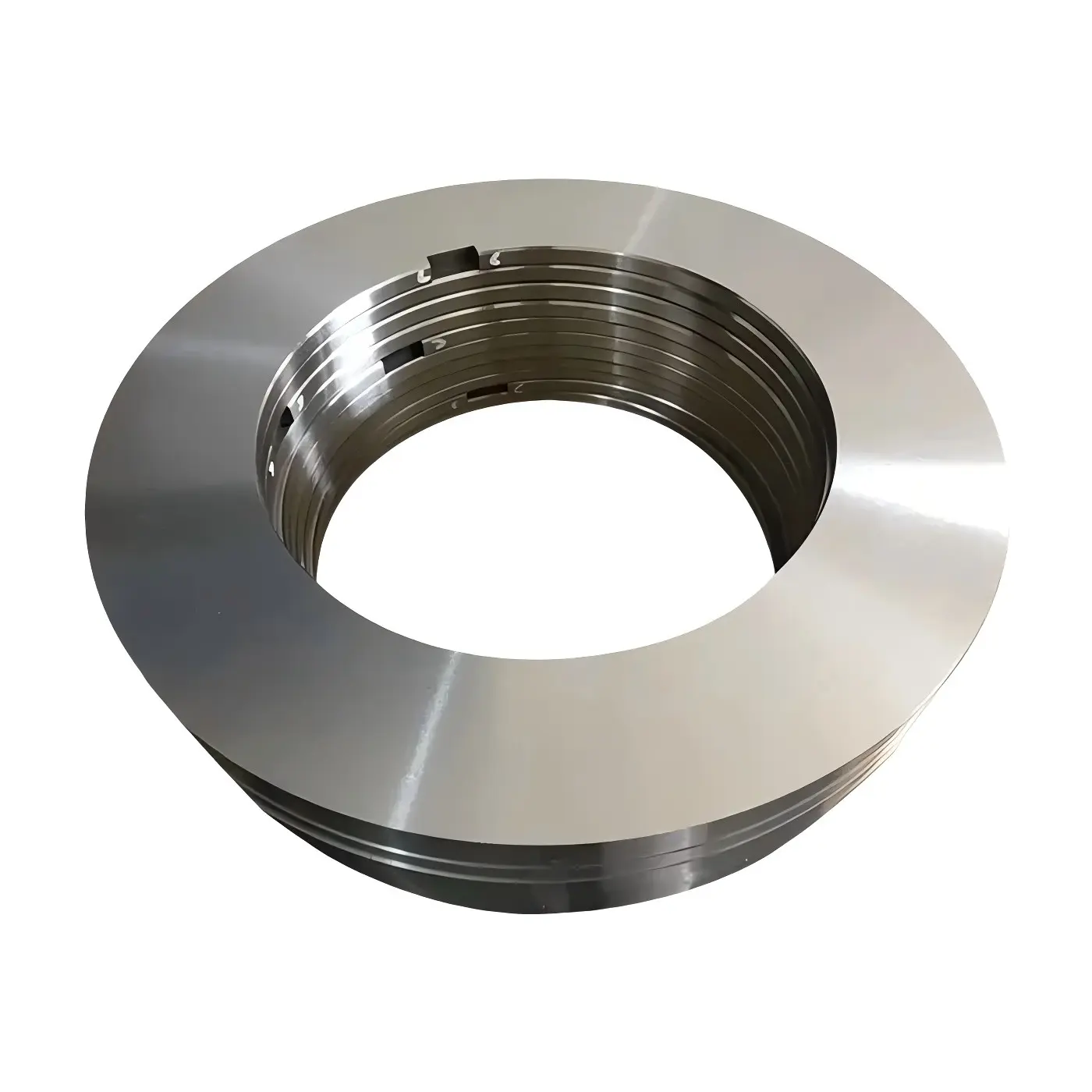
OEM AvailableMetal Slitting Blades
Heavy-Duty Rotary Slitting Knives for Steel Coil Processing
 OEM Available
OEM AvailableMetal Shear Knives
Heavy-Duty Guillotine & Scrap Shear Knives for Metal Fabrication
 OEM Available
OEM AvailableGuillotine Shear Blades
Precision Guillotine Shear Blades for Hydraulic & Mechanical Sheet Metal Shearing Machines
 OEM Available
OEM AvailableBookbinding Knives
Premium HSS & Carbide Three-Knife Trimmer Sets for Bookbinding
 OEM Available
OEM AvailableBattery Precision Blades
Tungsten Carbide Circular Slitting Knives for Lithium Battery Electrode Foil
 OEM Available
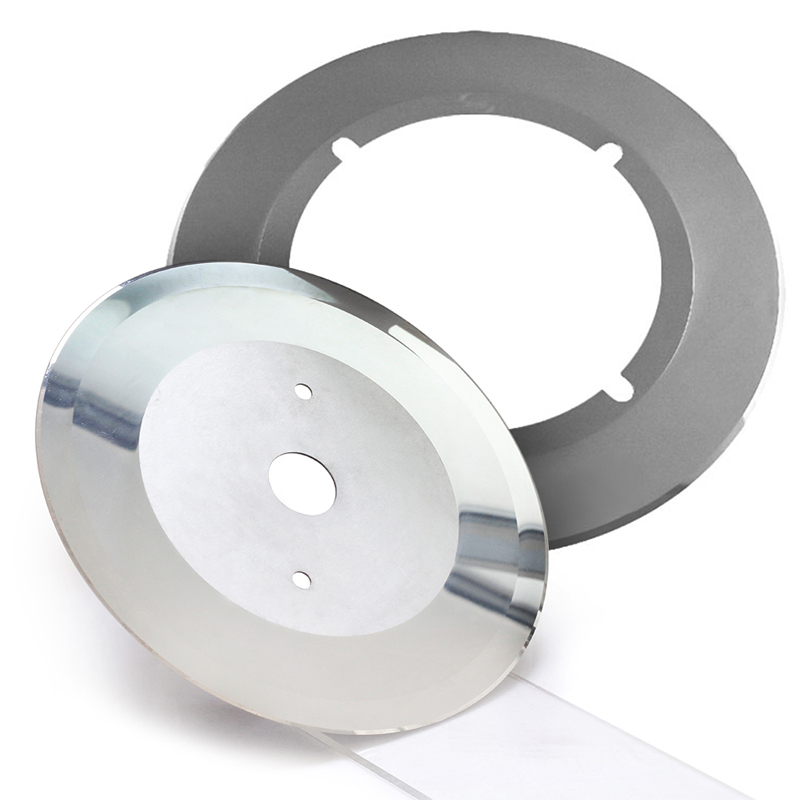
OEM AvailableCorrugated Blades
Tungsten Carbide Thin Slitter Blades for Corrugator Dry-End Lines
 OEM Available
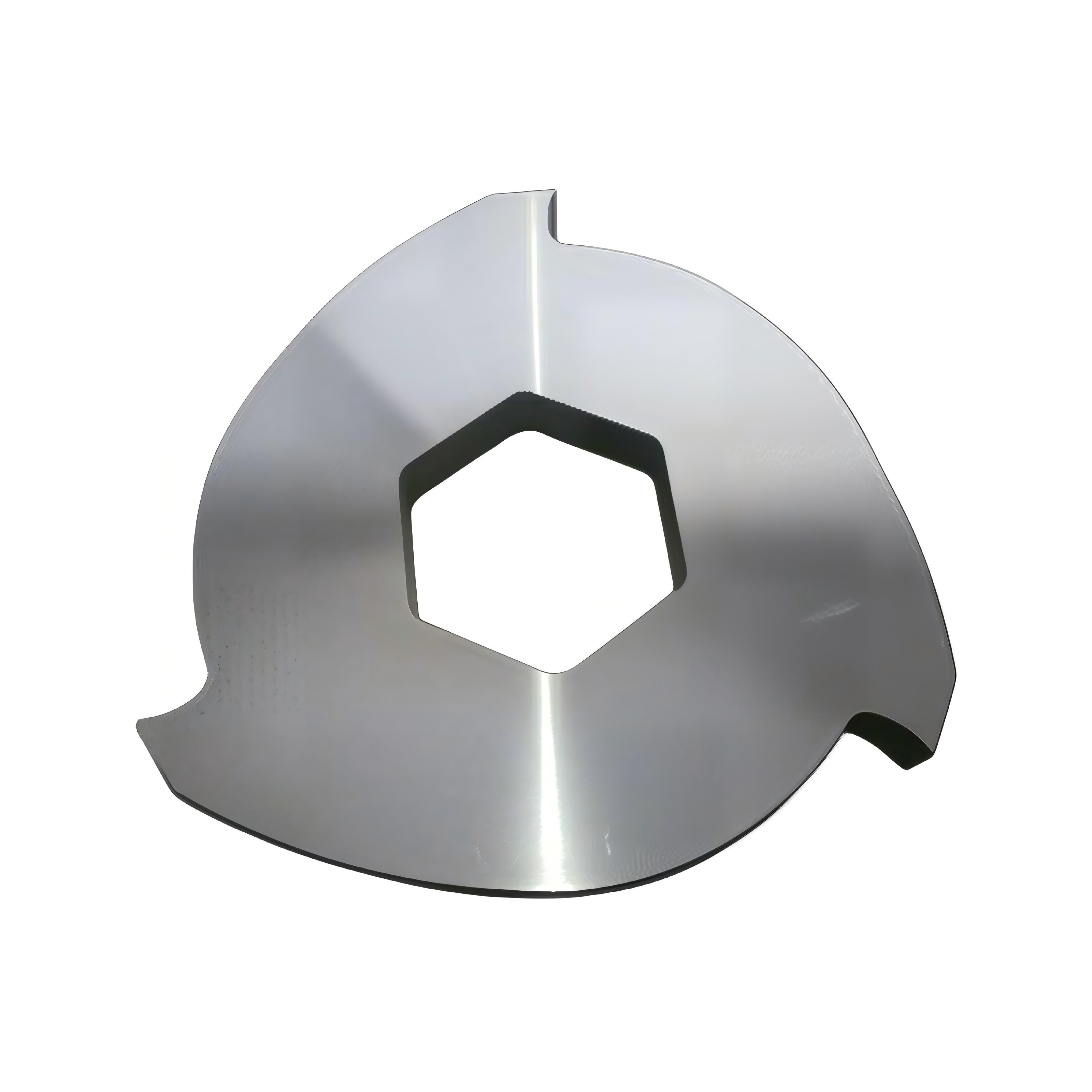
OEM AvailableTire Shredder Blades
Heavy-Duty 3-Claw Rotary Shear Blades for Tire Recycling
 OEM Available
OEM AvailableSlitter Knives
M2 HSS Circular Slitter Knives for Spunbond, Meltblown & SMS Nonwoven Fabrics
 OEM Available
OEM AvailableSlitter Knives
Bottom Grooved Anvil Knives for Shear Slitting — Film, Paper & Metal Foil Converting
 OEM Available
OEM AvailableMetal Processing Blades
HSS & TCT Cold Circular Saw Blades for Metal Tube and Profile Cutting
 OEM Available
OEM AvailableScrap Chopper Blades
Heavy-Duty Scrap Chopper Blades for Metal Slitting & Coil Processing Lines
 OEM Available
OEM AvailablePelletizer Blades
High-Precision Strand Pelletizer Rotors for Compounding Lines
 OEM Available
OEM AvailableMelt Filter Scraper Blades
Premium Scraper Blades & Filter Plates for Continuous Melt Filters
 OEM Available
OEM AvailableCustom Profile Blades
Custom Profile & Special-Shaped Industrial Blades
 OEM Available
OEM AvailableWood Chipper Blades
Heavy-Duty Drum & Disc Chipper Knives for Biomass, Forestry & Wood Recycling
 OEM Available
OEM AvailableWood Chipper Blades
HSS & D2 Tool Steel Drum Chipper Knives for Heavy Forestry, Biomass & Wood Recycling
 OEM Available
OEM AvailableWood Chipper Blades
Reversible Double-Edge Wood Chipper Knives | T10 · 9CrSi · Cr12MoV | Landscaping & Forestry
 OEM Available
OEM AvailableCounter-Knives & Anvils
Heavy-Duty Counter-Knives & Bed Knife Anvils for Drum & Disc Wood Chippers
[ MANUFACTURING CAPABILITY ]
Your Trusted Industrial
Blade Manufacturer
At Sureay, we don't just supply blades — we engineer cutting solutions. With over 15 years of experience in metallurgical processing and precision manufacturing, we produce high-performance machine knives for the recycling, paper converting, and plastic processing industries.
Whether you need high-wear shredder rotor knives, precision log saw blades, or custom guillotine shears, our in-house production ensures strict quality control from raw material selection to final edge grinding. Every batch undergoes rigorous CMM inspection to achieve the perfect balance of hardness and toughness.
Facility
15,000 m²
Founded
Est. 2008
Standard
ISO 9001




OEM Custom Manufacturing
From Drawing To Delivery
GET IN TOUCHFour clear steps: you know what to send, what we confirm, and what gets checked before shipment.
Send Drawing Or Sample
Send your drawing, used sample, machine model, or key dimensions. We review the application, blade geometry, material being cut, and any known fit or wear issues from your current supplier.
Engineering Review
Our engineers confirm steel grade, heat treatment direction, tolerance target, edge profile, and all OEM-fit details. Any open questions are resolved before quotation or production approval is issued.
Machining And Hardening
The blade moves into CNC machining, vacuum heat treatment, and precision grinding in a controlled sequence. Each stage is tracked against the approved specification to prevent distortion and geometry drift.
Inspection And Shipment
Final dimensions, hardness, and edge condition are verified against specification before dispatch. The order is packed and shipped with the required inspection records, and material certification documents.
Send Drawing Or Sample
Send your drawing, used sample, machine model, or key dimensions. We review the application, blade geometry, material being cut, and any known fit or wear issues from your current supplier.
Engineering Review
Our engineers confirm steel grade, heat treatment direction, tolerance target, edge profile, and all OEM-fit details. Any open questions are resolved before quotation or production approval is issued.
Machining And Hardening
The blade moves into CNC machining, vacuum heat treatment, and precision grinding in a controlled sequence. Each stage is tracked against the approved specification to prevent distortion and geometry drift.
Inspection And Shipment
Final dimensions, hardness, and edge condition are verified against specification before dispatch. The order is packed and shipped with the required inspection records, and material certification documents.
Reach Our Team
Get in Touch with Our Engineers
Contact Our Team
Discuss your requirements directly with our engineers.
Request a Quote
Our engineering team responds within 24 hours.