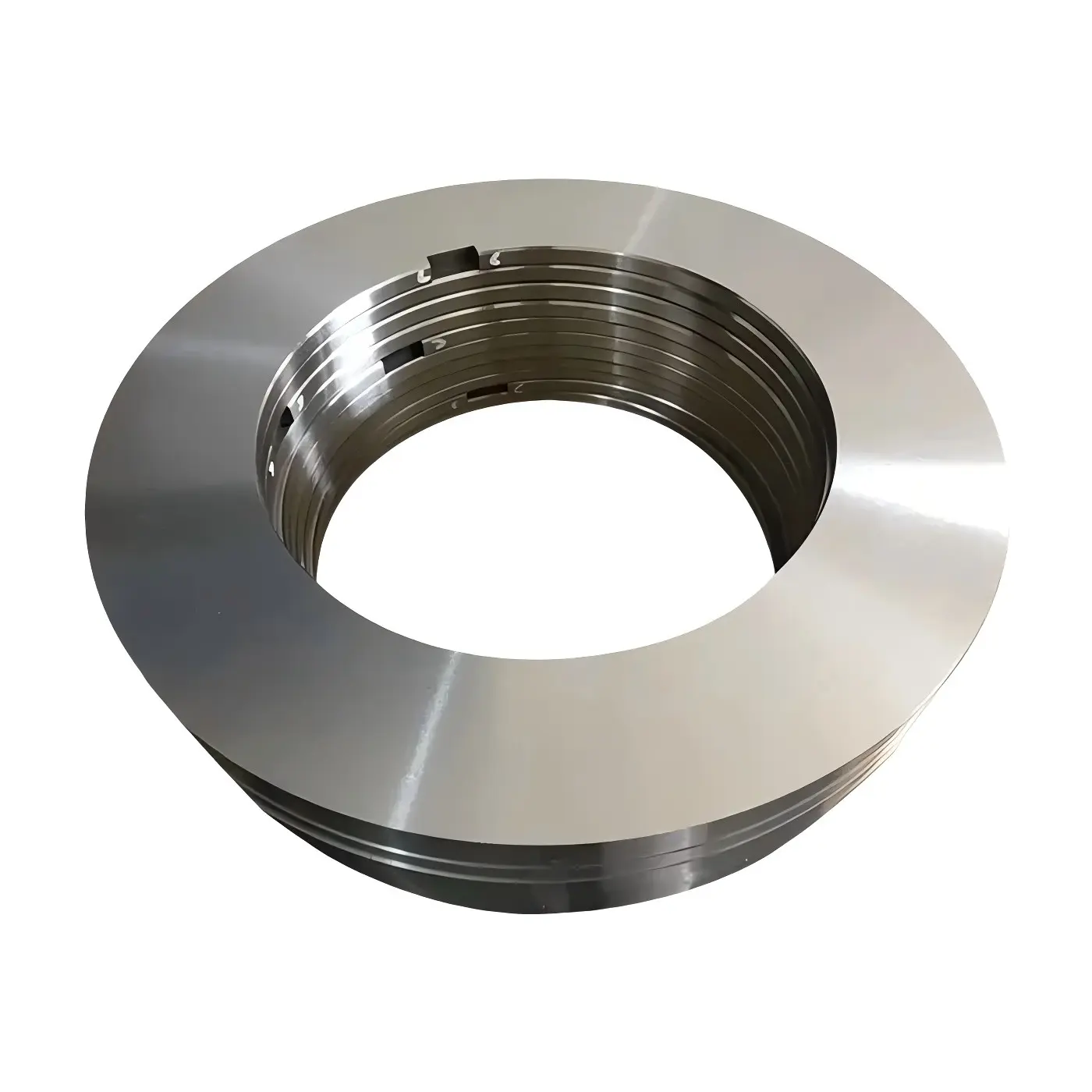
Heavy-Duty Rotary Slitting Knives for Steel Coil Processing
Metal Slitting Blades
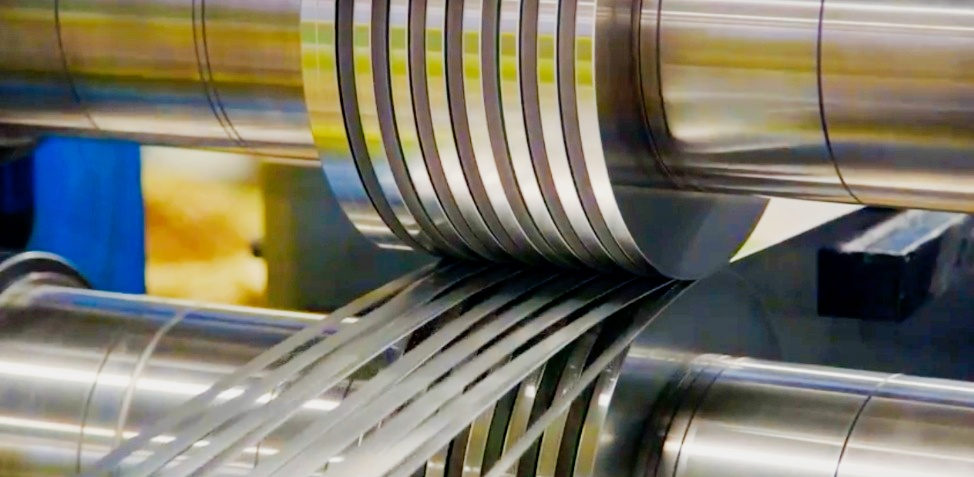
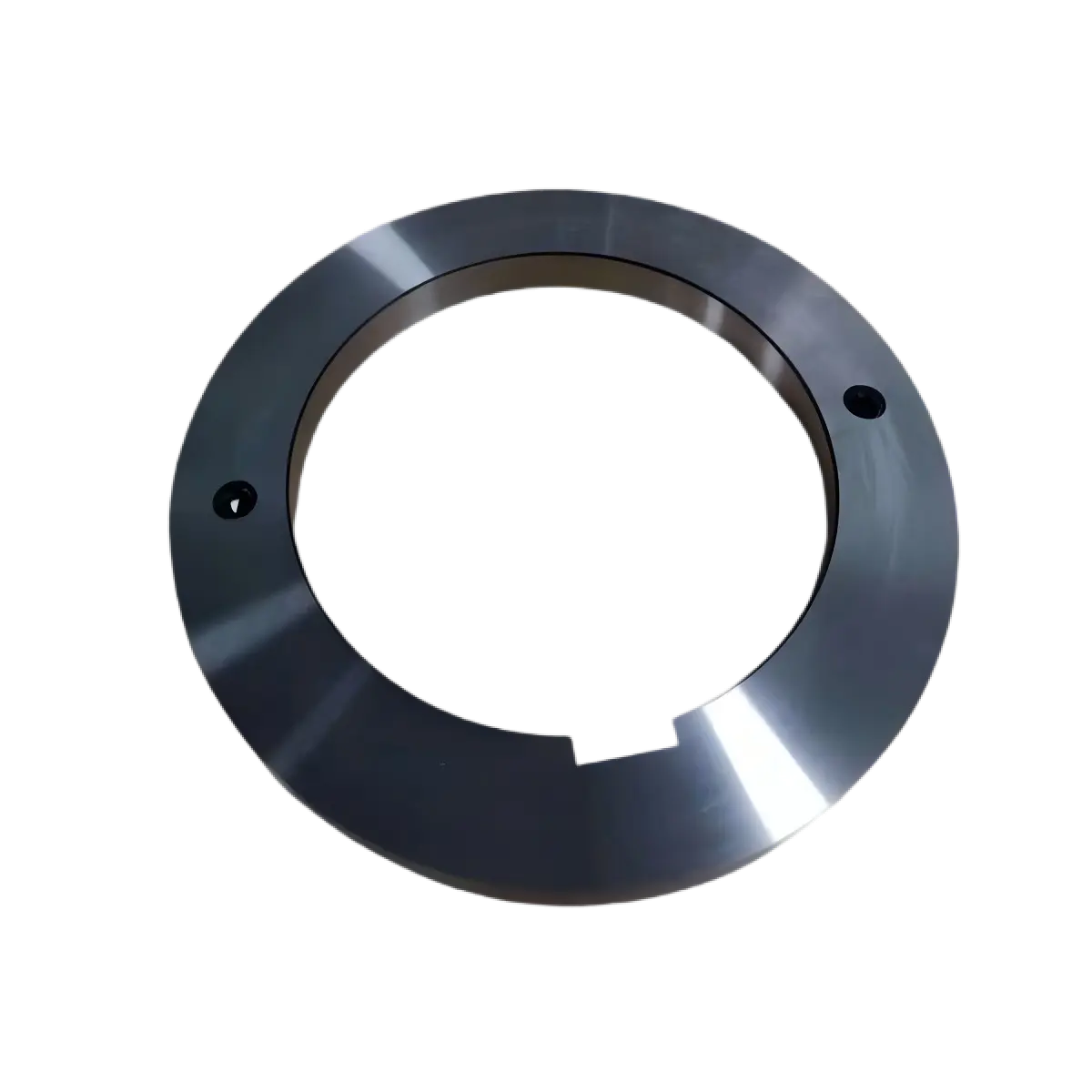
Complete rotary coil slitting tooling for metal service centers and steel mills. D2, SKD-11, and H13 circular slitter knives lapped to Ra ≤ 0.2μm with ±0.001mm thickness tolerance. Engineered for burr-free shearing of cold-rolled (CR), hot-rolled (HR) steel, galvanized coils, and heavy silicon steel.
- ■Material: D2, SKD11, Cr12MoV (Cold-Roll) | H13, 6CrW2Si (Hot-Roll)
- ■Application: Cold / Hot Rolled Steel, Silicon Steel, Galvanized Plate
■ ISO 9001:2015 Certified
■ In-House Heat Treatment
■ Strict Dimensional Tolerances
■ Global Door-to-Door Delivery
[ Engineering Reference ]
Decisive Specifications
| Material | D2, SKD11, Cr12MoV (Cold-Roll) | H13, 6CrW2Si (Hot-Roll) |
|---|---|
| Hardness | HRC 60–62 (Cold-Roll) | HRC 54–58 (Hot-Roll / Impact) |
| Thickness Tol. | Strictly ±0.001 mm |
| Parallelism | ≤ 0.002 mm |
| Surface Finish | Mirror Lapped (Ra ≤ 0.2 μm) |
| Complete Tooling | Knives, Spacers, Rubber Stripper Rings, Separators |
| Application | Cold / Hot Rolled Steel, Silicon Steel, Galvanized Plate |
■ All values verified via CMM inspection · ISO 9001:2015
[ RFQ Prompt ]
Need a Specific Size or OEM Replacement?
Don't see your exact specs? Send us a blueprint, a worn sample, or just your machine model. Our team will review the details and provide a tailored quotation.
[ Standard Reference ]
Common Standard Dimensions
| Typical Machine / Line Type | Outer Diameter | Inner Diameter | Thickness |
|---|---|---|---|
| Light Gauge Slitting Line | Ø 200 mm | 120 mm | 10 / 12 mm |
| Standard Steel Service Center | Ø 250 mm | 150 mm | 12 / 15 mm |
| Medium-Heavy CR/HR Line | Ø 315 mm | 200 mm | 15 / 20 mm |
| Heavy Gauge HR Steel Mill | Ø 400 mm | 260 mm | 20 / 25 mm |
| Extreme Heavy Plate Mill | Ø 500 mm | 320 mm | 30 / 40 mm |
[ OEM Compatibility ]
Compatible Machine Brands
® Registered trademarks are property of their respective owners. Sureay supplies compatible replacement blades — not OEM-branded parts.
[ Technical Audit ]
Engineering Advantages
Micro-Tolerance Engineering
Engineered with a thickness tolerance of ±0.001mm and parallelism of 0.002mm. This guarantees zero cumulative error when stacking multiple heavy blades and spacers on the slitter arbor.
Heavy-Duty Alloy Selection
From high-chromium D2/SKD11 for abrasive cold-rolled and galvanized steel, to shock-resistant H13 for heavy hot-rolled mills. Each blade is vacuum hardened to deliver exceptional edge strength.
Complete Arbor Tooling
Beyond blades, we provide exact-match steel spacers, rubber bonded stripper rings, and overarm separator discs. A fully integrated system ensures perfect strip tension and burr-free coil rewinding.
[ System Inventory ]
Related Blade Categories
View All →

[ Knowledge Base ]
Product FAQs & Buying Guidance
Technical FAQs
01What knife clearance should I set for cold-rolled steel versus silicon steel?+−
For cold-rolled mild steel (CR, EG), set horizontal clearance at 8–10% of material thickness. For silicon steel (CRGO/CRNO), tighten clearance to 5–8% — silicon steel's extreme hardness and brittleness demand a tighter shear gap to prevent the edge fracturing that produces burrs on transformer laminate strips.
02Why does my slit-width drift across the full coil width after the first coil?+−
Slit-width drift is caused by blade-to-spacer face contact loss from varying thickness tolerances in the arbor stack. Even a 0.002mm blade-thickness inconsistency in a 20-knife stack creates a cumulative 0.04mm lateral shift. Our blades and spacers are lapped to ±0.001mm thickness tolerance and Ra ≤ 0.2μm face finish, eliminating the air gaps that allow individual blade deflection.
03Should I use D2 or H13 for slitting 8mm thick Hot-Rolled (HR) steel plate?+−
For 8mm HR plate, you must use H13 or 6CrW2Si. Slitting heavy-gauge hot-rolled steel generates massive impact shock at the bite point. D2 (at HRC 60) is too brittle and will likely shatter or suffer severe micro-chipping under these loads. H13 (tempered to HRC 54–56) provides the massive core toughness required to absorb these impact forces reliably.
04What maintenance inspection schedule maximizes circular slitter knife service life?+−
Inspect knife faces weekly under 10× magnification for edge chipping (indicates clearance drift or hard material inclusions). Re-lap side faces when surface roughness exceeds Ra 0.4μm to restore full arbor contact. Store removed knives vertically in rust-inhibitor oil to prevent corrosive pitting during idle periods.
Why Choose Sureay
01Can Sureay supply a complete integrated tooling package including spacers and stripper rings?+−
Yes. We supply complete matched slitting tooling systems: knife sets, precision steel spacers (ground to ±0.001mm), bonded rubber stripper rings, and overarm separator discs. Sourcing all components from a single verified tolerance stack eliminates the cumulative errors that appear when mixing tooling from separate suppliers.
02Do you manufacture large diameter slitter knives for heavy plate mills?+−
Yes, our heavy grinding and heat treatment facilities can process circular slitting knives up to 1500mm in outer diameter, specifically designed for heavy gauge hot-rolled coil and plate mill edge-trimming applications.
Reach Our Team
Get in Touch with Our Engineers
Contact Our Team
Discuss your requirements directly with our engineers.
Request a Quote
Our engineering team responds within 24 hours.