
Heavy-Duty Counter-Knives & Bed Knife Anvils for Drum & Disc Wood Chippers
Counter-Knives & Anvils
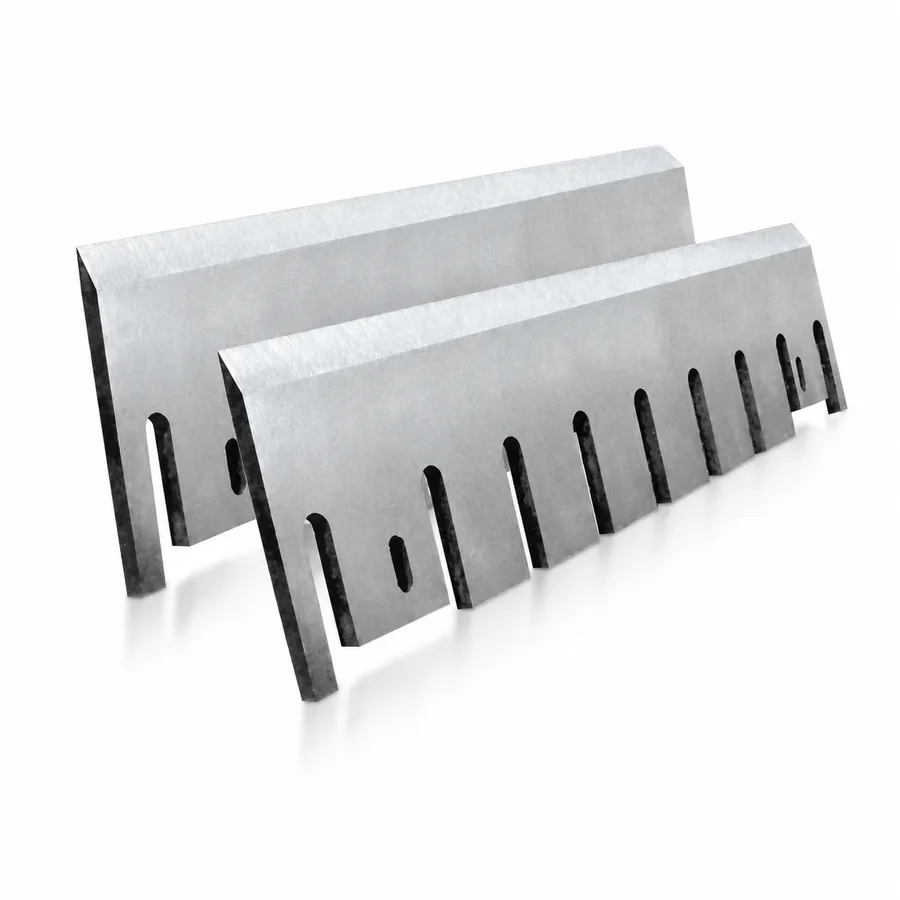
Wood chipper anvils and counter-knives (bed knives) for drum and disc chippers. D2, Cr12MoV, and A8 Modified tool steel, through-hardened HRC 55–60 for maximum resharpening life. Sets the blade-to-anvil clearance gap that controls chip thickness and chipper efficiency. Surface-ground to ±0.05 mm full-length parallelism. OEM-compatible replacements for Bandit, Vermeer, Morbark, Timberwolf, Schliesing, Greenmech, Jensen & Jenz chippers.
- ■Material: D2 (Cr12MoV) | A8 Modified | 42CrMo Manganese Steel
- ■Application: Drum Chippers, Disc Chippers, Biomass Chippers, Landscape Chippers
■ ISO 9001:2015 Certified
■ In-House Heat Treatment
■ Strict Dimensional Tolerances
■ Global Door-to-Door Delivery
[ Engineering Reference ]
Decisive Specifications
| Material | D2 (Cr12MoV) | A8 Modified | 42CrMo Manganese Steel |
|---|---|
| Hardness | HRC 54–60 (Through-Hardened, Surface = Core) |
| Parallelism | ±0.05 mm full-length (uniform shear gap) |
| Edge Geometry | Single-bevel 30°–37° (matched to chipper blade angle) |
| Mounting | Slotted holes / shim-adjustable (OEM clearance adjustment) |
| Resharpening | Through-hardened — 5–10 regrind cycles per anvil |
| Application | Drum Chippers, Disc Chippers, Biomass Chippers, Landscape Chippers |

■ All values verified via CMM inspection · ISO 9001:2015
[ RFQ Prompt ]
Need a Specific Size or OEM Replacement?
Don't see your exact specs? Send us a blueprint, a worn sample, or just your machine model. Our team will review the details and provide a tailored quotation.
[ Standard Reference ]
Common Standard Dimensions

| Chipper OEM / Model | Length (mm) | Width (mm) | Thickness (mm) |
|---|---|---|---|
| Bandit 12" / 15" / Mighty Bandit | 185 | 75 | 10 |
| Bandit 18" / 19" / 1290 / 1590 | 265 | 95 | 12 |
| Vermeer BC1200 / BC1500 | 200 | 80 | 12 |
| Vermeer BC1800 / BC2000 | 260 | 100 | 16 |
| Morbark 2 / 5 / 7 / 12 / 13 | 265 | 95 | 12 |
| Morbark 40/36 / 50/48 | 400 | 100 | 20 |
| Timberwolf 150 / 190 / 230 | 230 | 80 | 16 |
| Schliesing 400 / 500 / 550 / 600 / 660 | 260 | 80 | 20 |
| Greenmech / Jensen / Forst | Per OEM Drawing | Per OEM Drawing | Per OEM Drawing |
[ OEM Compatibility ]
Compatible Machine Brands
® Registered trademarks are property of their respective owners. Sureay supplies compatible replacement blades — not OEM-branded parts.
[ Technical Audit ]
Engineering Advantages
Precision Clearance Gap Control
The blade-to-anvil gap determines chip thickness, cutting force, and fuel consumption. A rounded anvil edge widens this gap beyond specification, turning clean shearing into inefficient crushing. Our anvils are surface-ground to ±0.05 mm parallelism to maintain the designed clearance across the full cutting width — restoring the self-feeding bite and reducing motor load by up to 20%.
Static Impact Resistance
The anvil absorbs the full reaction force of every cut as a static impact load — millions of hits per shift. Through-hardened D2 and A8 Modified steel at HRC 54–60 provides the correct balance: hard enough to hold a sharp edge against abrasive timber, tough enough to absorb repeated impacts without micro-cracking or catastrophic fracture.
Matched Blade + Anvil Sets
Chipper blades and counter-knives from different suppliers often have mismatched hardness — a harder anvil wears the blade prematurely, or a softer anvil degrades faster than expected. Our matched sets are manufactured from the same steel batch and heat-treated in the same cycle, ensuring balanced wear rates and maximum combined service life.
[ System Inventory ]
Related Blade Categories
View All →

[ Knowledge Base ]
Product FAQs & Buying Guidance
Technical FAQs
01What does the anvil do in a wood chipper?+−
The anvil (also called the bed knife or counter-knife) is the fixed cutting edge that the rotating chipper blades shear against. Wood is sliced cleanly in the gap between the spinning knife and the stationary anvil. A correctly set anvil-to-knife clearance (typically 0.5–1.5 mm) produces uniform chips, reduces knife wear, and prevents stringy or oversized output. A worn or misaligned anvil is the most common cause of poor chip quality and accelerated blade dulling.
02How often should I replace or resharpen the anvil compared to the chipper blades?+−
The anvil typically outlasts chipper blades by 2–4× because it operates under static compressive loading rather than the dynamic shear loading on the blade. However, we recommend inspecting the anvil edge every time chipper blades are changed or flipped. When the anvil edge shows visible rounding exceeding 1.0 mm (check with a straightedge under bright light), regrind or replace it. Installing new chipper blades against a worn anvil delivers only 50–70% of their potential edge life and produces poor chip quality regardless of blade sharpness.
03What clearance gap should I set between the chipper blade and the anvil?+−
Clearance varies by chipper type and timber species. For drum chippers processing green softwood: 0.5–1.0 mm. For drum chippers on dry hardwood: 0.8–1.5 mm. For disc chippers: 1.0–2.0 mm. Always refer to your chipper OEM manual for the exact specification. The gap should be measured at multiple points across the full anvil width using a feeler gauge. If the gap varies by more than 0.3 mm from end to end, the anvil face parallelism has degraded and the anvil needs regrinding or replacement.
04Should I use the same steel grade for the anvil as the chipper blade?+−
Not necessarily — the anvil and blade have different wear modes and therefore different optimal metallurgy. The blade experiences dynamic shear loading at high speed and benefits from maximum edge hardness (HRC 58–62). The anvil experiences static compressive impact and benefits from a slightly lower hardness (HRC 54–58) that provides greater impact absorption. A8 Modified at HRC 54–58 is the industry-standard anvil grade for this reason. However, for high-volume biomass operations on clean hardwood, upgrading both blade and anvil to D2 at HRC 58–60 is recommended.
05What causes a chipper to stop self-feeding even with sharp blades?+−
If the chipper stops pulling timber into the cutting chamber despite having freshly sharpened or new blades, the anvil is almost certainly worn. A rounded anvil edge increases the effective clearance gap, which means the blade can no longer bite into the timber with sufficient depth to generate the pulling force. The timber bounces on the blade surface instead of being grabbed and drawn in. Inspect and regrind or replace the anvil, then reset the clearance gap to OEM specification.
06Can I sharpen the anvil with the same tools I use for chipper blades?+−
Yes — the same wet surface grinder and aluminum oxide wheel (46–60 grit) used for chipper blades works for anvils. The same rules apply: light passes (0.02–0.05 mm per pass), never dry-grind without quenching, and verify the bevel angle with a protractor after grinding. The anvil bevel angle should match the chipper OEM specification (typically 30°–37°). Some operators neglect the anvil during regrinding because it appears less worn than the blade — this is a false economy that shortens blade life and degrades chip quality.
07Why does my chipper produce long, stringy fibres instead of clean chips?+−
Long fibrous slivers — sometimes called 'spaghetti' or 'stringers' — indicate the blade-to-anvil clearance gap is too wide. The timber is being torn and pulled apart rather than sheared cleanly. This happens when the anvil edge has rounded off or when the anvil has been improperly shimmed after blade replacement. Reset the clearance to OEM specification using a feeler gauge. If the anvil edge cannot be resharpened to a clean, straight edge (due to deep chips or cracks), replace the anvil.
Why Choose Sureay
01Are you a trading company or a direct manufacturer?+−
We are a 100% direct OEM manufacturer established in 2008. When you buy from Sureay, you bypass middleman markups and communicate directly with the engineers who forge and grind your blades and anvils.
02Can you supply matched blade + anvil sets for my specific chipper model?+−
Yes. We strongly recommend purchasing blades and anvils as matched sets — manufactured from the same steel batch and heat-treated in the same vacuum furnace cycle. This ensures balanced hardness and wear rates across both components. Provide your chipper make and model number, and we will supply a complete matched set with pre-verified clearance recommendations. Matched sets are available for Bandit, Vermeer, Morbark, Timberwolf, Schliesing, Greenmech, Jensen, Jenz, Eschlböck, and Forst platforms.
03Can you manufacture an anvil for my chipper if it is not listed in your standard dimensions?+−
Yes. Send us your existing anvil, a technical drawing, or your chipper make and model number. We reverse-engineer replacement anvils from OEM drawings or physical samples, verifying fit on a CMM before production. Custom lengths up to 600 mm are manufactured within 10–15 working days.
04Do you ship globally and how long does it take?+−
Yes, we export to over 50 countries. Standard OEM replacement anvils in stock sizes typically ship within 48–72 hours. Custom dimensions take 10–15 working days. We partner directly with DHL, FedEx, and international sea freight forwarders for reliable door-to-door delivery.
05What quality documentation ships with each anvil?+−
Every shipment includes a Rockwell HRC hardness test report, a dimensional inspection record (length, width, thickness parallelism, mounting hole positions), and a heat treatment batch certificate. For matched blade + anvil sets, a combined inspection report documents the hardness of both components to verify the designed hardness differential.
Reach Our Team
Get in Touch with Our Engineers
Contact Our Team
Discuss your requirements directly with our engineers.
Request a Quote
Our engineering team responds within 24 hours.