
Heavy-Duty Drum & Disc Chipper Knives for Biomass, Forestry & Wood Recycling
Wood Chipper Blades
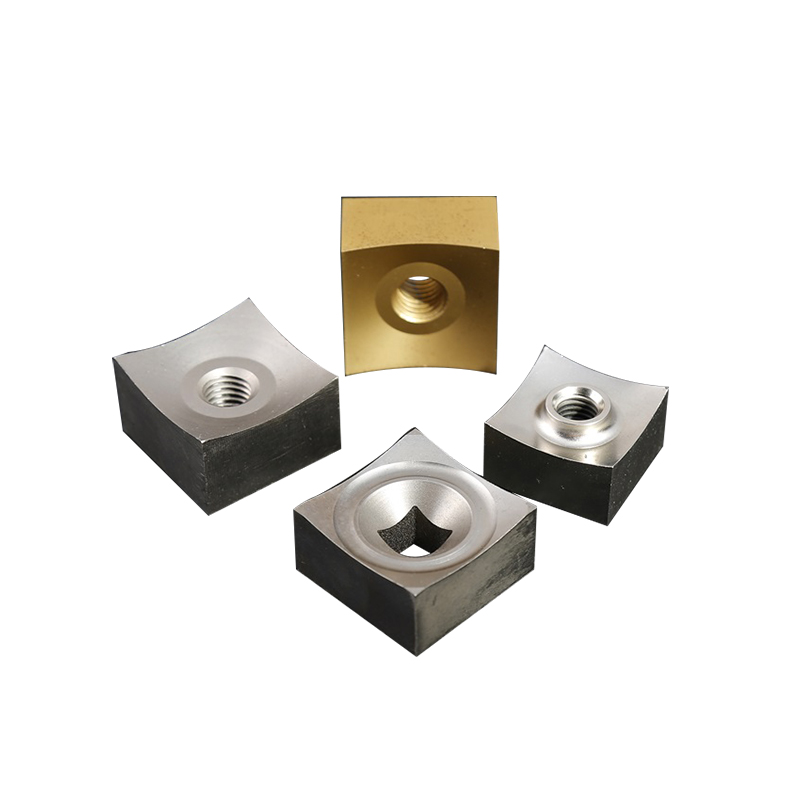
Premium D2, Cr12MoV & TCT drum and disc chipper knives for biomass processing, forestry operations & wood recycling. Through-hardened HRC 57–62 with deep cryogenic treatment. Precision-ground to ±0.05 mm thickness tolerance for clean, uniform chip geometry. Drop-in OEM fit for Bandit, Vermeer, Morbark, Peterson, Doppstadt & Jenz chippers.
- ■Material: High-Carbon Chipper Steel | D2 (1.2379) / Cr12MoV | TCT Carbide Tipped
- ■Application: Forestry Drum Chippers, Disc Chippers, Biomass Whole-Tree Chippers, Pallet Recycling
■ ISO 9001:2015 Certified
■ In-House Heat Treatment
■ Strict Dimensional Tolerances
■ Global Door-to-Door Delivery
[ Engineering Reference ]
Decisive Specifications
| Material | High-Carbon Chipper Steel | D2 (1.2379) / Cr12MoV | TCT Carbide Tipped |
|---|---|
| Hardness | HRC 55–58 (Standard) | HRC 58–62 (D2/Cr12MoV) | HRA 89–91 (TCT) |
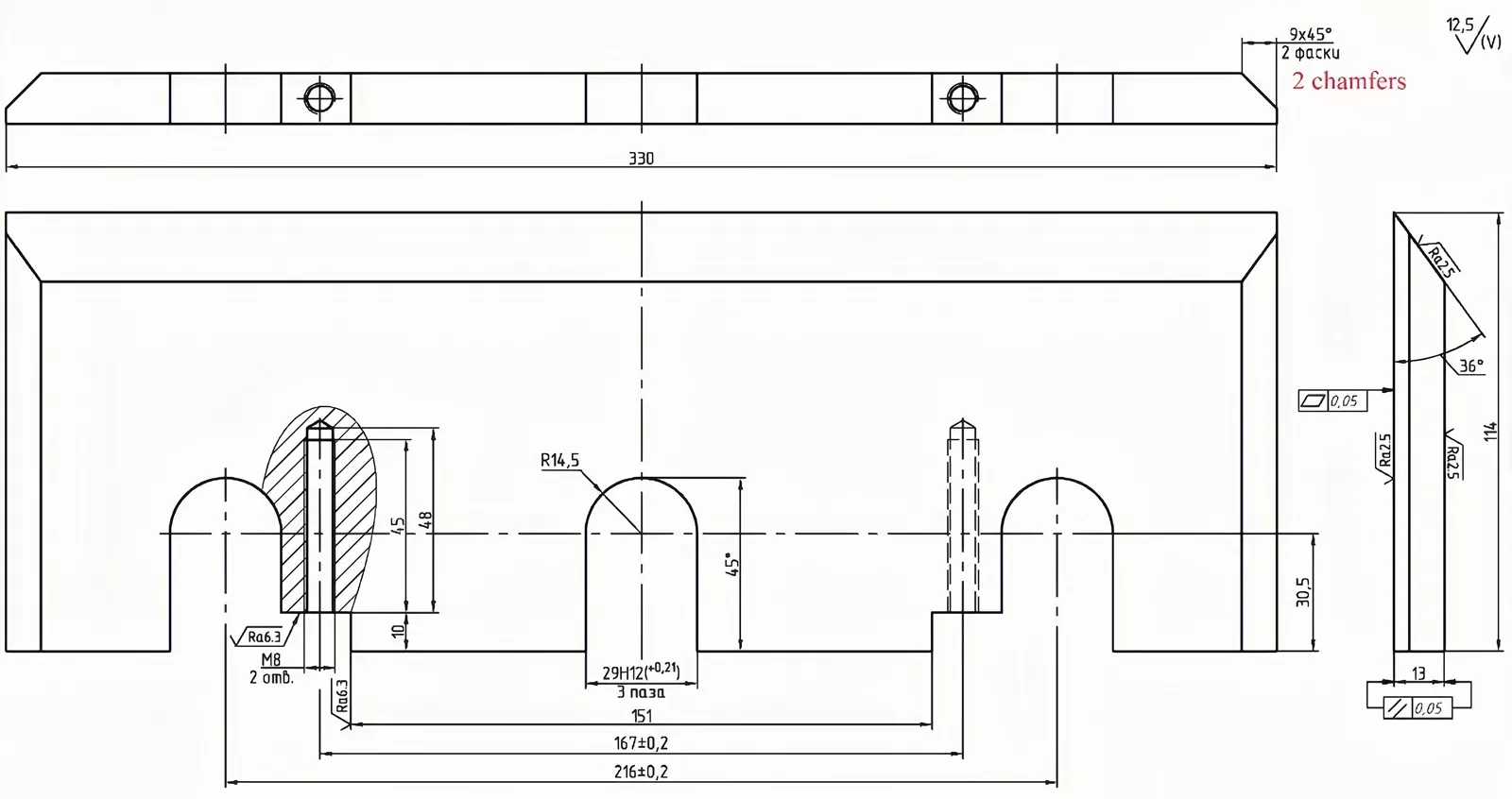
| Thickness Tolerance | ±0.05 mm (prevents drum imbalance & vibration) |
| Bevel Angle | 25°–42° (optimised per timber species & contamination level) |
| Heat Treatment | Vacuum Hardening + Deep Cryogenic (−196°C) |
| Resharpening | Through-hardened — 8–12 regrind cycles per blade |
| Application | Forestry Drum Chippers, Disc Chippers, Biomass Whole-Tree Chippers, Pallet Recycling |
■ All values verified via CMM inspection · ISO 9001:2015
[ RFQ Prompt ]
Need a Specific Size or OEM Replacement?
Don't see your exact specs? Send us a blueprint, a worn sample, or just your machine model. Our team will review the details and provide a tailored quotation.
[ Standard Reference ]
Common Standard Dimensions

| Chipper Type / OEM Platform | Length (mm) | Width (mm) | Thickness (mm) |
|---|---|---|---|
| Bandit 12" / 15" Drum | 230 | 80 | 16 |
| Bandit 18" / 19" Drum | 295 | 80 | 19 |
| Vermeer BC1800 / BC2100 | 310 | 100 | 19 |
| Morbark 40/36 Drum | 400 | 100 | 22 |
| Morbark 50/48 Disc | 250 | 120 | 25 |
| Peterson 5710 Disc | 280 | 130 | 25 |
| Doppstadt / Jenz Biomass | 350 | 100 | 20 |
| Heavy Whole-Tree Chipper | 600 | 150 | 30 |
[ OEM Compatibility ]
Compatible Machine Brands
® Registered trademarks are property of their respective owners. Sureay supplies compatible replacement blades — not OEM-branded parts.
[ Technical Audit ]
Engineering Advantages
Through-Hardened for Maximum Regrind Life
Unlike case-hardened alternatives that expose a soft core after the first regrind, Sureay chipper blades are vacuum heat-treated to achieve uniform hardness (HRC 57–62) from surface to core. Each regrind delivers identical edge performance to a new blade, yielding 8–12 productive service cycles per blade.
Nail & Contaminant Resistance
Contaminated demolition wood, recycled pallets, and urban green waste contain hidden nails, screws, and stones. Our deep cryogenic treatment (−196°C) stabilises the martensitic microstructure, delivering the core toughness needed to absorb metal-strike impacts without brittle edge fracture or blade cracking.
Precision Bevel for Uniform Chip Size
Biomass power plants and pulp mills penalise off-spec chip size distributions. Every blade is surface-ground to ±0.05 mm thickness and ±0.5° bevel angle, ensuring consistent chip geometry across the full drum or disc width that meets EN 17225 and TAPPI T257 standards.
[ System Inventory ]
Related Blade Categories
View All →

[ Knowledge Base ]
Product FAQs & Buying Guidance
Technical FAQs
01What blade material should I use for chipping clean green timber versus contaminated demolition wood?+−
For clean green timber (forestry, tree service, land clearing), standard high-carbon chipper knife steel at HRC 55–58 delivers excellent edge life at the lowest cost per regrind cycle. For contaminated demolition wood, recycled pallets, or urban green waste with embedded nails, screws, and stones, upgrade to Cr12MoV or D2 at HRC 58–60. The chromium-carbide matrix provides 2–3× longer edge life on abrasive dry wood while maintaining sufficient toughness to survive moderate metal impacts. For heavily contaminated streams (railroad ties, C&D debris), specify TCT carbide-tipped blades that deliver 5–10× longer service life than D2.
02How does blade thickness tolerance affect chip quality and drum vibration?+−
Blade thickness directly controls chip depth and influences drum balance. If blade thicknesses vary by more than 0.10 mm across a multi-blade drum, the thicker blades cut deeper and produce oversized chips while thinner blades produce undersized chips — both conditions fail biomass fuel screening specifications (EN 17225-4). Additionally, uneven blade mass creates dynamic imbalance at operating RPM (1,000–2,500 RPM), causing destructive vibration that accelerates bearing failure and fatigues the drum housing. Our ±0.05 mm thickness tolerance eliminates both issues.
03What bevel angle should I specify for hardwood versus softwood chipping?+−
For softwood and green timber with high moisture content (pine, spruce, poplar), specify 25°–30° bevel angle. The sharper included angle slices through soft, fibrous wood with minimum cutting force and produces clean chip faces with low fibre tear. For dry hardwood (oak, hickory, eucalyptus), increase to 30°–37° to strengthen the cutting edge against the higher density and impact loading. For contaminated biomass and whole-tree chipping with soil and stone contamination, specify 35°–42° — the wider bevel distributes impact forces across a broader cutting face, preventing edge rollover.
04How many times can Sureay chipper blades be resharpened, and what is the correct regrinding procedure?+−
Our through-hardened chipper blades can be resharpened 8–12 times before reaching minimum safe thickness (typically 60–70% of original thickness). Regrind on a wet surface grinder using an aluminum oxide wheel (46–60 grit) at 0.02–0.05 mm depth per pass to prevent thermal damage to the heat-treated edge. Never dry-grind chipper knives — the localised overheating above 200°C draws the temper and softens the edge. After grinding, verify the bevel angle with an optical comparator or digital protractor. We also offer a professional regrinding service with hardness re-verification.
05What causes premature edge rollover on my chipper blades, and how do I prevent it?+−
Edge rollover (the cutting edge folding over rather than chipping or wearing gradually) indicates the blade hardness is too low for the feedstock, or the bevel angle is too acute for the impact loading. On standard carbon steel blades processing dry hardwood, the edge lacks sufficient carbide reinforcement to resist plastic deformation. Upgrade to D2 or Cr12MoV at HRC 58–62 and increase the bevel angle by 3°–5°. Also verify counter-knife clearance: excessive clearance (> 1.5 mm) forces the blade to fracture the wood by bending rather than shearing, dramatically increasing edge loading.
06Should I replace the counter-knife (anvil) when I install new chipper blades?+−
The counter-knife should be inspected every time chipper blades are changed. A worn counter-knife with a rounded or chipped edge forces new blades to work against an inconsistent shear gap, reducing their effective service life by 30–50% and producing poor chip quality. Replace or regrind the counter-knife when the cutting edge shows visible rounding exceeding 1.0 mm or chipping deeper than 0.5 mm. We supply matched counter-knives manufactured from D2 or manganese steel as integrated sets with pre-verified clearance.
07What chip size distribution should I target for biomass fuel production versus pulp mill supply?+−
Biomass power plants typically require chips within 3–50 mm (EN 17225-4 Class P31s or P45s) with less than 5% fines (< 3 mm) and less than 1% oversized (> 63 mm). Pulp mills require tighter specifications per TAPPI T257: typically 80% acceptance in 7–25 mm range with strict limits on pin chips and overthick pieces. Achieving these specifications requires consistent blade thickness (±0.05 mm), correct bevel angle, proper counter-knife clearance (0.5–1.0 mm), and uniform drum speed. We can recommend the optimal blade geometry for your target specification.
Why Choose Sureay
01Are you a trading company or a direct manufacturer?+−
We are a 100% direct OEM manufacturer established in 2008. When you buy from Sureay, you bypass middleman markups and communicate directly with the engineers who forge and grind your blades.
02Can you supply blades for my specific chipper model if it is not listed in your standard dimensions?+−
Yes. Send us your existing blade sample, a technical drawing, or your chipper make and model number. We will confirm the length, width, thickness, bevel angle, and bolt-hole pattern, and manufacture exact drop-in replacements. We maintain an extensive database of OEM chipper blade blueprints for Bandit, Vermeer, Morbark, Peterson, Doppstadt, Jenz, and CBI platforms. Custom dimensions are manufactured to drawing within 10–15 working days.
03What makes Sureay's heat treatment different from cheaper alternatives?+−
Unlike standard quench-and-temper processes, every Sureay chipper blade undergoes vacuum hardening followed by deep cryogenic treatment at −196°C. The cryogenic step transforms retained austenite into stable martensite, improving wear resistance by up to 40% and ensuring uniform hardness from surface to core. This means every regrind exposes steel of identical quality — cheap blades often expose a softer core after the first regrind, halving the edge life of subsequent sharpening cycles.
04Do you ship globally and how long does it take?+−
Yes, we export to over 50 countries. Standard OEM replacement chipper blades in stock sizes typically ship within 48–72 hours. Custom profiles and TCT carbide-tipped blades take 10–15 working days. We partner directly with DHL, FedEx, and international sea freight forwarders for reliable door-to-door delivery.
05What quality certifications does Sureay hold, and can you provide material test reports?+−
Sureay is ISO 9001:2015 certified. Every shipment includes a Rockwell HRC hardness test report, a dimensional inspection record (thickness, bevel angle, bolt-hole positions), and a heat treatment batch certificate. For large-volume biomass operations requiring full traceability, steel mill composition certificates and CMM dimensional reports are available on request.
06Can we trial a sample set before committing to a full production order?+−
Yes. We offer sample sets (typically 2–4 blades) for machine fit verification and edge life benchmarking against your current supplier. Standard sample lead time is 5–7 working days. For TCT carbide-tipped blades, sample lead time is 10–12 working days.
Reach Our Team
Get in Touch with Our Engineers
Contact Our Team
Discuss your requirements directly with our engineers.
Request a Quote
Our engineering team responds within 24 hours.